| –
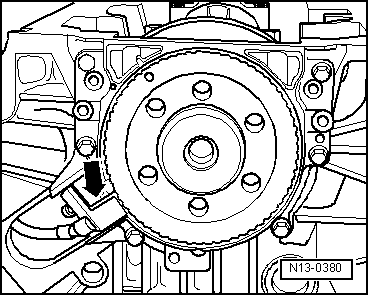
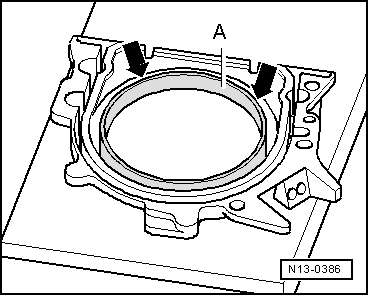
| Unscrew securing bolts for sealing flange. |

Note | The sealing flange is pressed off the crankshaft together with the sender wheel. |
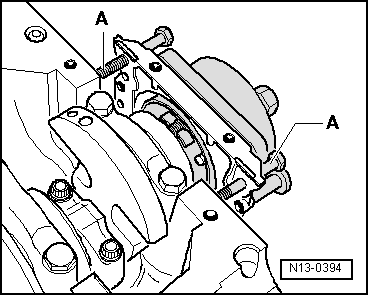
| –
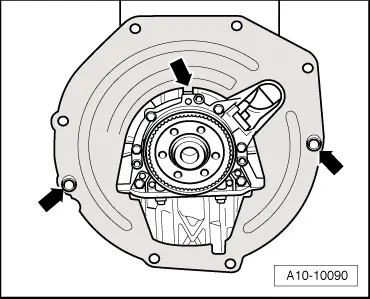
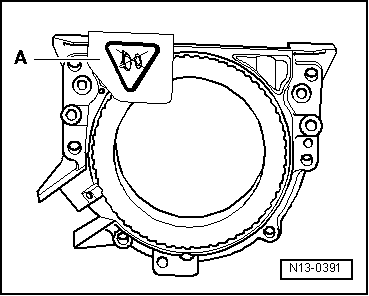
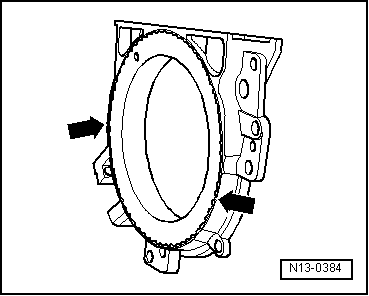
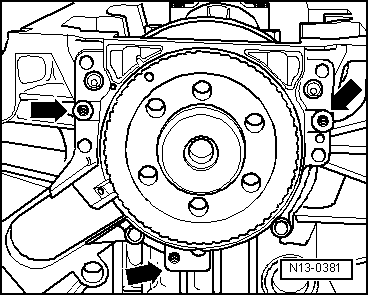
| To press out, screw in 3 bolts M6x35 -arrows- alternately into sealing flange not more than 1/2 turn at a time. |
| –
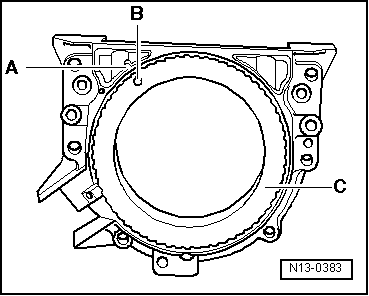
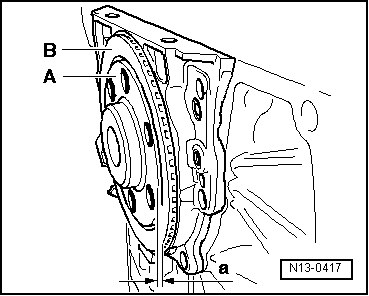
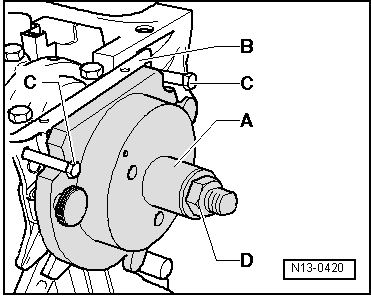
| Remove sealing flange together with sender wheel. |
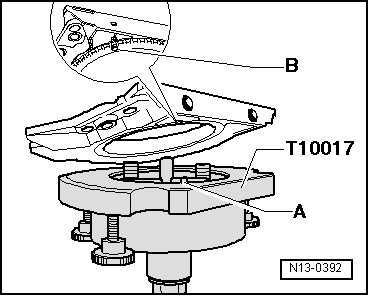
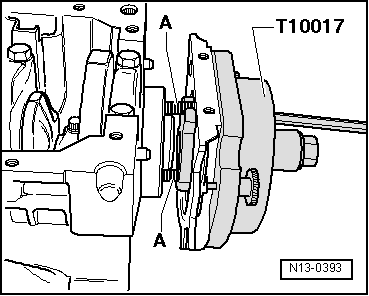
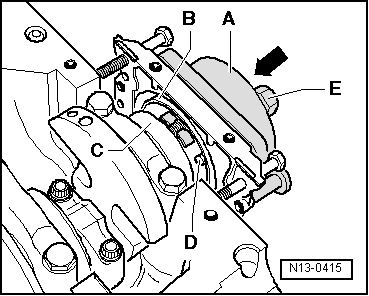
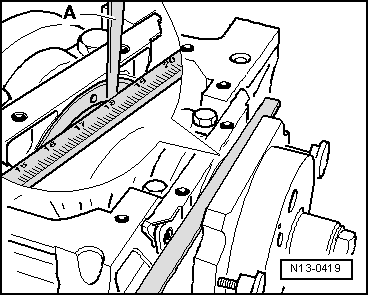
| Pressing in sealing flange with sender wheel |
Note | t
| The sealing flange with PTFE oil seal is fitted with a sealing lip support ring. This support ring acts as an assembly sleeve and must not be removed before installation. |
| t
| Sealing flange and sender wheel must not be separated or rotated out of position after removal from packaging. |
| t
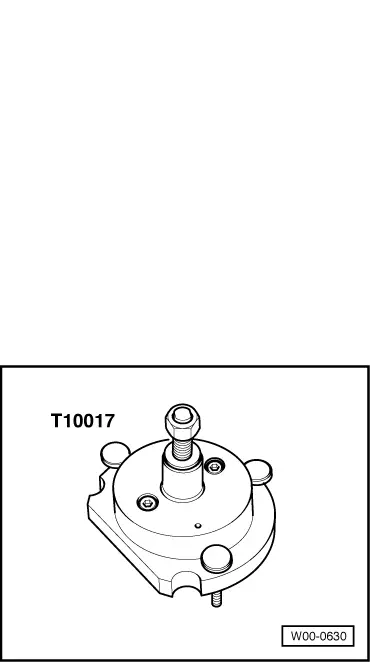
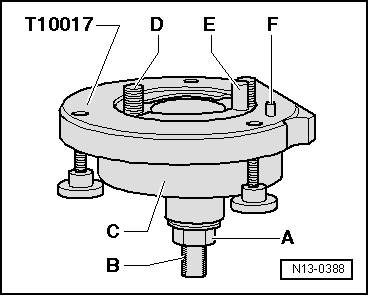
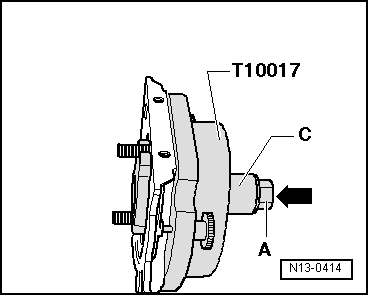
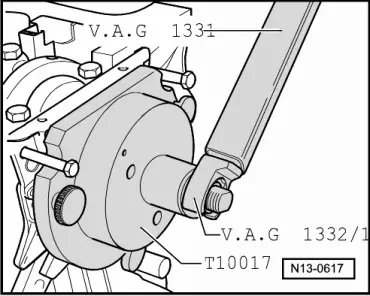
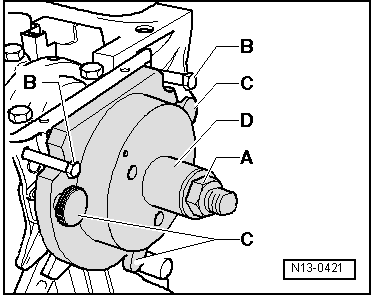
| The sender wheel is held in its installation position by a locating pin on the assembly tool -T10017-. |
| t
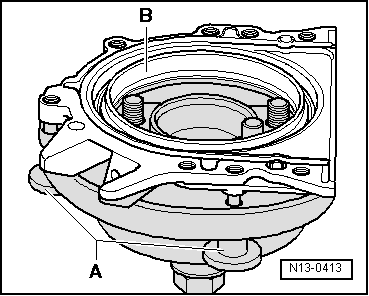
| The sealing flange and oil seal are one unit and can only be replaced together with the sender wheel. |
| t
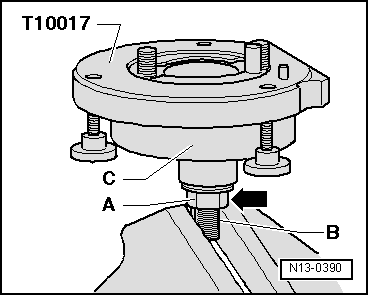
| The assembly tool -T10017- is held in the correct position relative to the crankshaft by a guide pin which is inserted into a hole in the crankshaft. |
|
|
|