| Checking synchro-rings for 1st, 2nd and reverse gear for wear |
| –
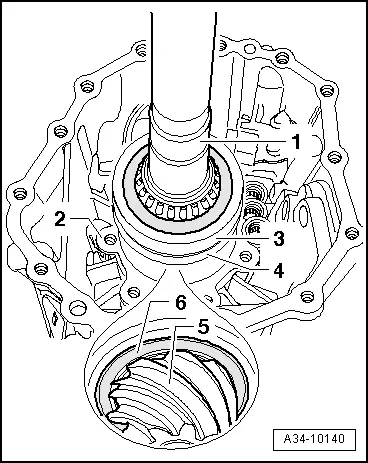
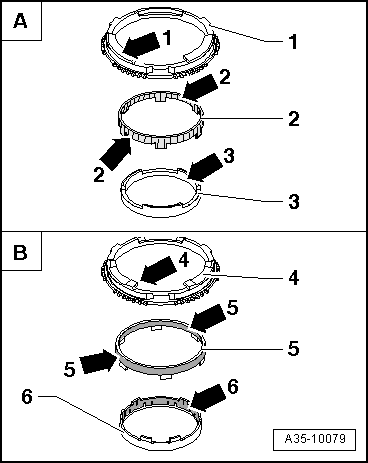
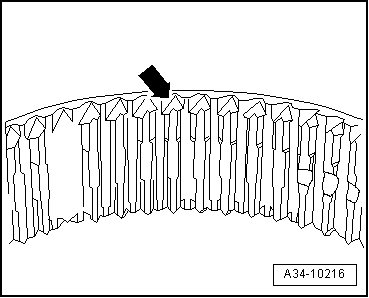
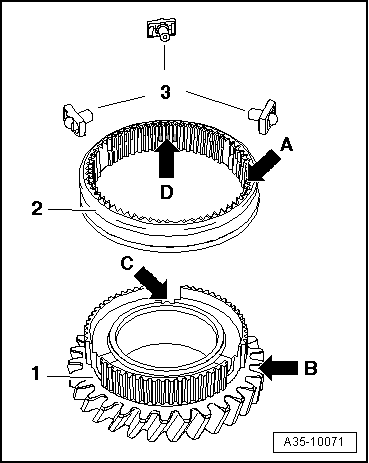
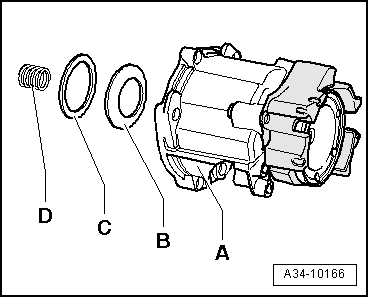
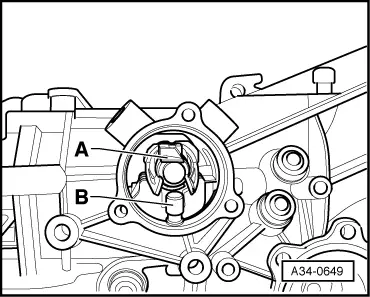
| Check outer friction surface on inner ring for scoring or visible traces of wear and renew if necessary. |
| –
| Check inner friction surface of synchro-ring for scoring or visible traces of wear and renew if necessary. |
| –
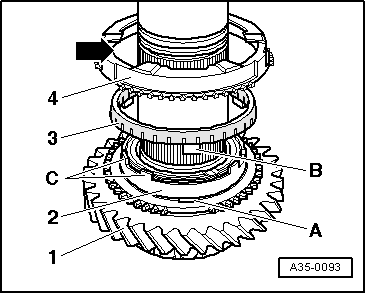
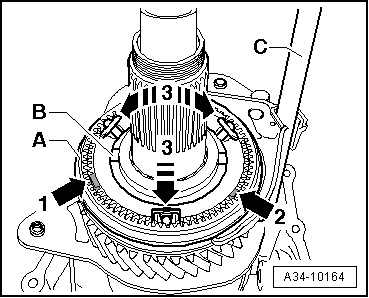
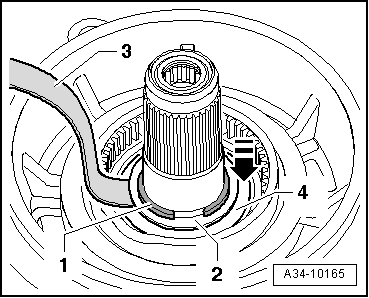
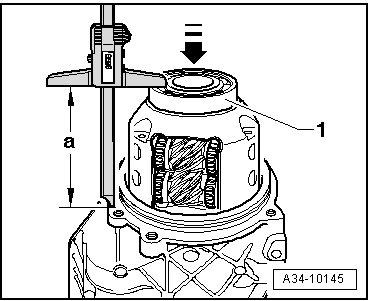
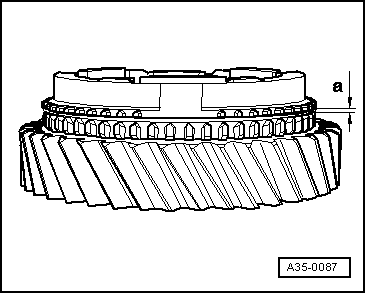
| Fit inner ring, intermediate ring and synchro-ring onto cone of selector gear/clutch unit and rotate rings to achieve proper seating. |

Note | To achieve proper seating, rotate synchro-rings approx. one turn while pressing down rings simultaneously. |
| –
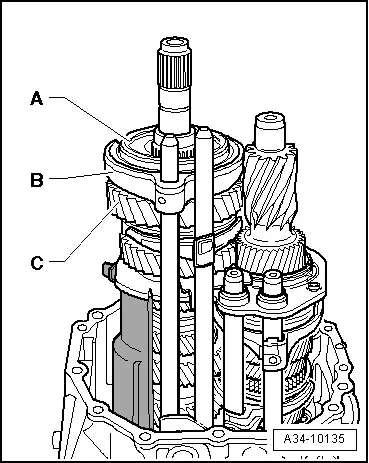
| Then measure gap -a- using a feeler gauge. |
|
|
|