
Enclave FWD V6-3.6L (2008)
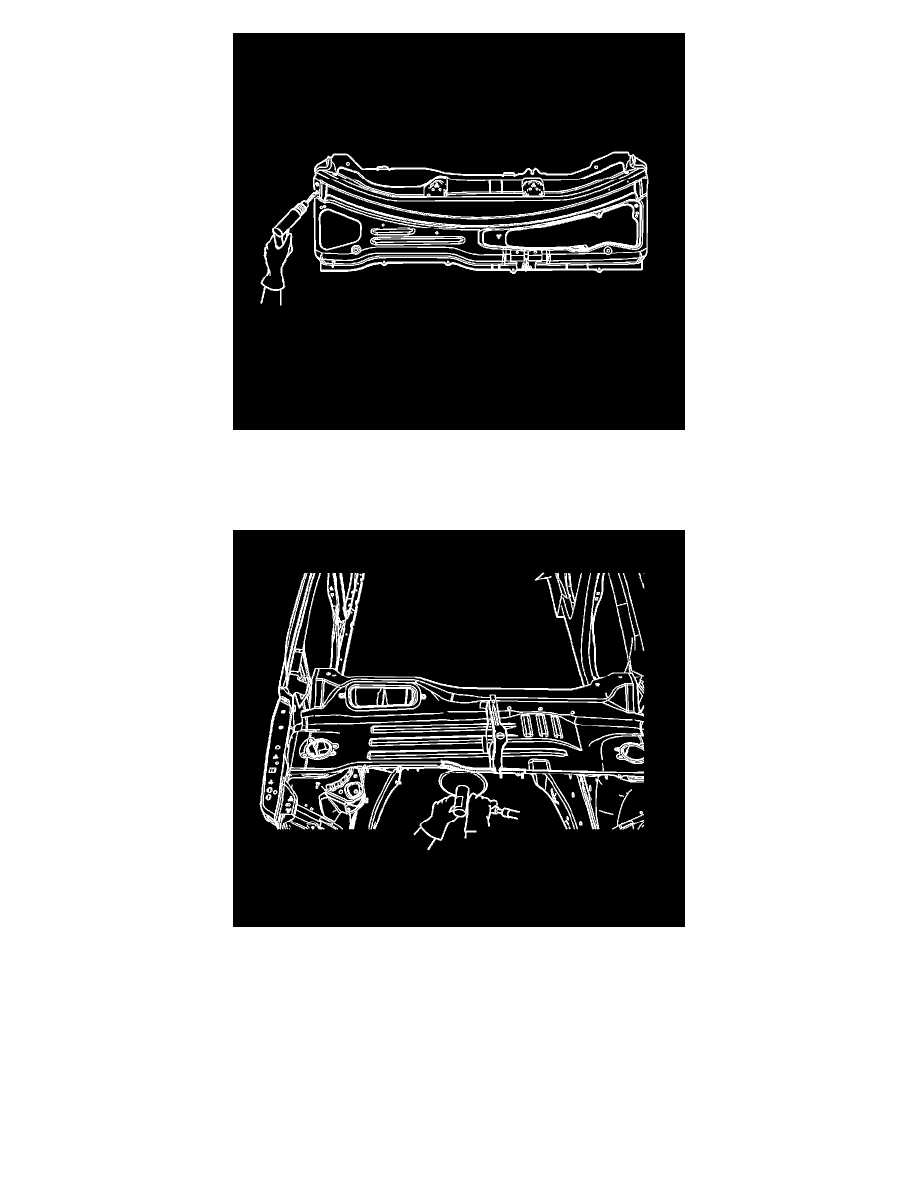
4. Drill 8 mm (5/16 in) plug weld holes in the service part in the locations noted from the original panel in areas where the panel did not attach to the
lower plenum.
5. Prepare the MIG-weld mating surfaces as necessary.
6. Apply GM-approved Weld-Thru Coating or equivalent to all mating surfaces. Refer to Anti-Corrosion Treatment and Repair.
Important: Do not damage the corners or thin the metal during the grinding process.
7. Prepare the bonding mating areas by grinding the flanges to bare steel.