
Skylark L4-144 2.4L DOHC VIN T SFI (1997)
9.
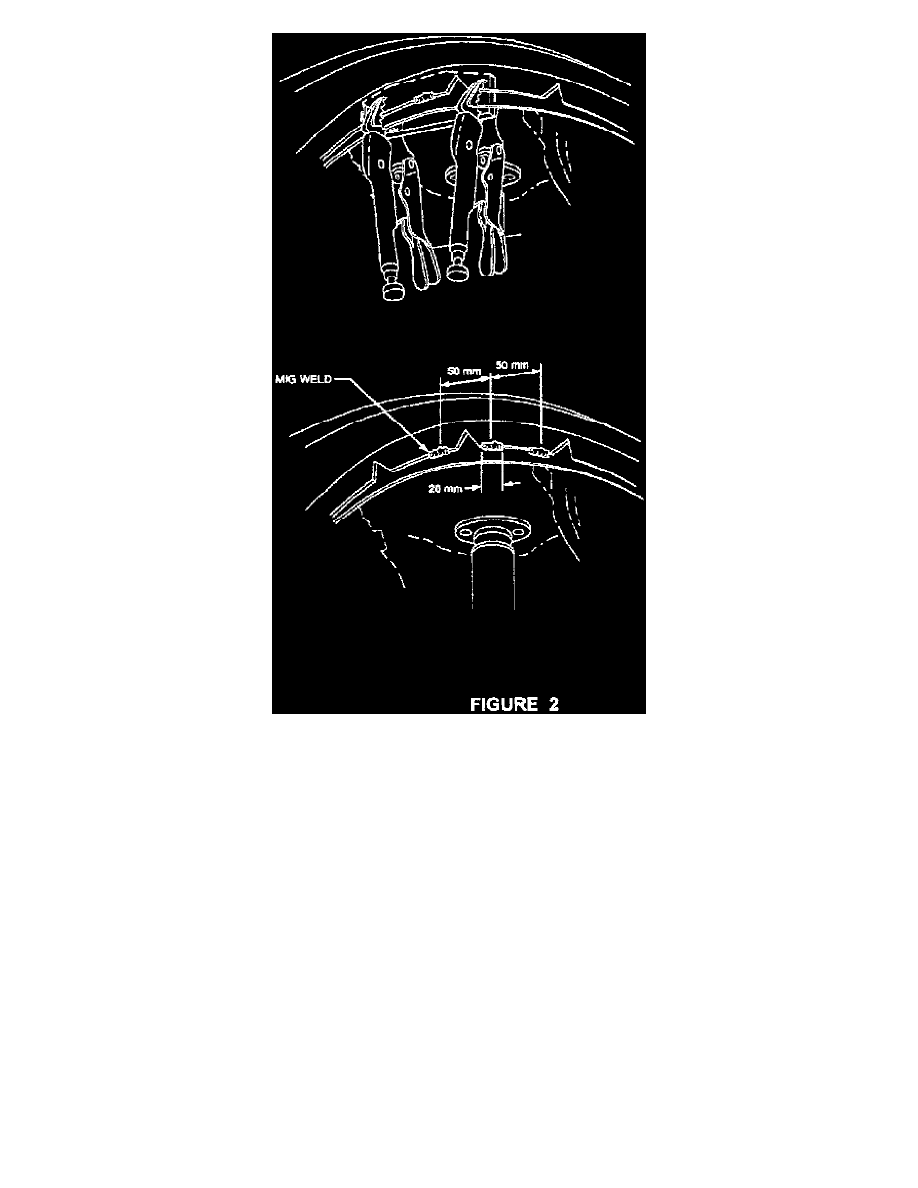
Measure and mark the locations of the welds on the wheelhouse sheet metal as shown in figure 2.
10.
To prevent weld contamination, remove seam sealer tape from between the wheel house panel flanges at the locations marked to be MIG-welded.
Seam sealer tape should be removed for an additional 10 mm on each end of the weld locations.
11.
Using vice grips or other appropriate clam g devices, clamp the flanges together, placing a small piece of 3 mm (.118") thick mild steel behind the
flanges to serve as a heat sink. See figure 2.
IMPORTANT:
TO MINIMIZE THE CHANCE OF BURN-THRU, SOME SAMPLE WELDS SHOULD BE TRIED ON SOME SCRAP PIECES OF SIMILAR
THICKNESS. ADJUST THE MIG WELDER TO THE LOWEST POSSIBLE HEAT SETTING THAT WILL ALLOW GOOD WELDS.
12.
CAUTION:
BEFORE PROCEEDING WITH WELDING, MAKE SURE THAT NO FLAMMABLE LIQUIDS OR VAPORS ARE PRESENT. ANY FUEL
LEAKS MUST BE CORRECTED BEFORE ANY WELDING IS PERFORMED.
Weld the inner wheelhouse panel flange to the outer wheelhouse panel flange with three, twenty (20) mm (.787") long MIG welds as shown in
figure 2.
-
Do not attempt to fill any gaps that may be present at the top of the die relief notches in the wheelhouse outer panel.
-
First weld to be at the center, or top of the wheelhouse panels.
-
Second and third welds to be placed 50 mm (2") forward and 50 mm (2") rearward of first weld as shown in figure 2.