
Avalanche 4WD V8-5.3L (2011)
Example
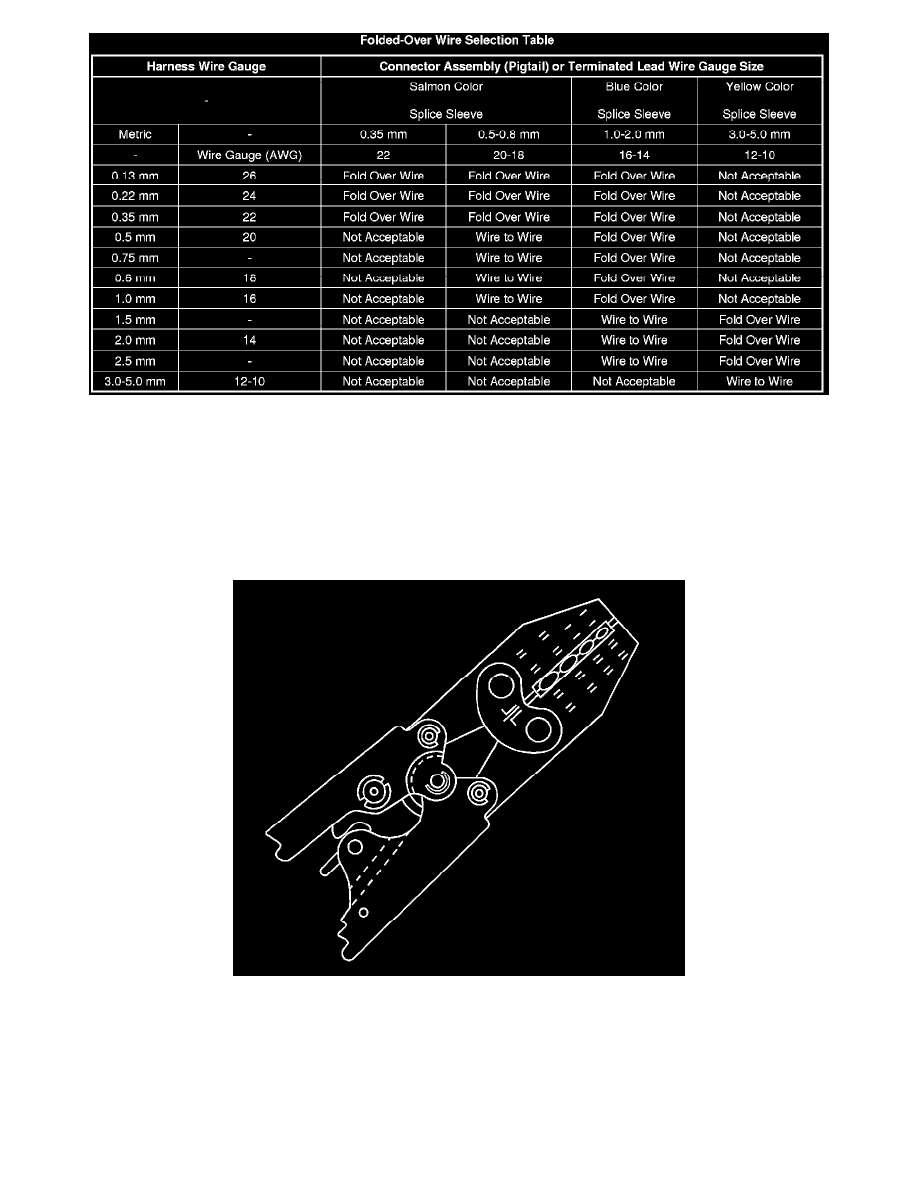
For an IP Harness of 0.22 mm (24 gauge on left side of table) wire size, the SI connector end-view recommends a pigtail with leads of 0.8 mm (18 gauge
on the top of the table) with a salmon colored DuraSeal splice sleeve of 0.5-1.0 mm (20-16 gauge).
Follow these steps to use the folded over wire (1) technique on an IP Harness.
Strip twice the amount of insulation on the smaller (1) wire (IP Harness is the lower wire) than normally required. Normally, the terminated leads have 5
mm of insulation stripped off the wire.
Note: Use EL-38125-10 - splice sleeve crimping tool.
1. For wiring repair, refer to Splicing Copper Wire Using Splice Sleeves See: Testing and Inspection/Component Tests and General
Diagnostics/Wiring Repairs/Splicing Copper Wire Using Splice Sleeves.
2. Twist the wires before you fold them over to prevent the wire strands from opening up. Fold over the copper wire strands of the smaller (1) gauge
wire so that it is the same length as the non-folded wire.
3. Insert the folded over wire (1) into the splice sleeve.
4. Use the proper crimp tool to crimp the splice sleeve to the smaller wire (harness side of repair). Complete the crimp as usual (using the heat tool to
shrink the tube).