
Camaro V8-305 5.0L VIN E TBI (1989)
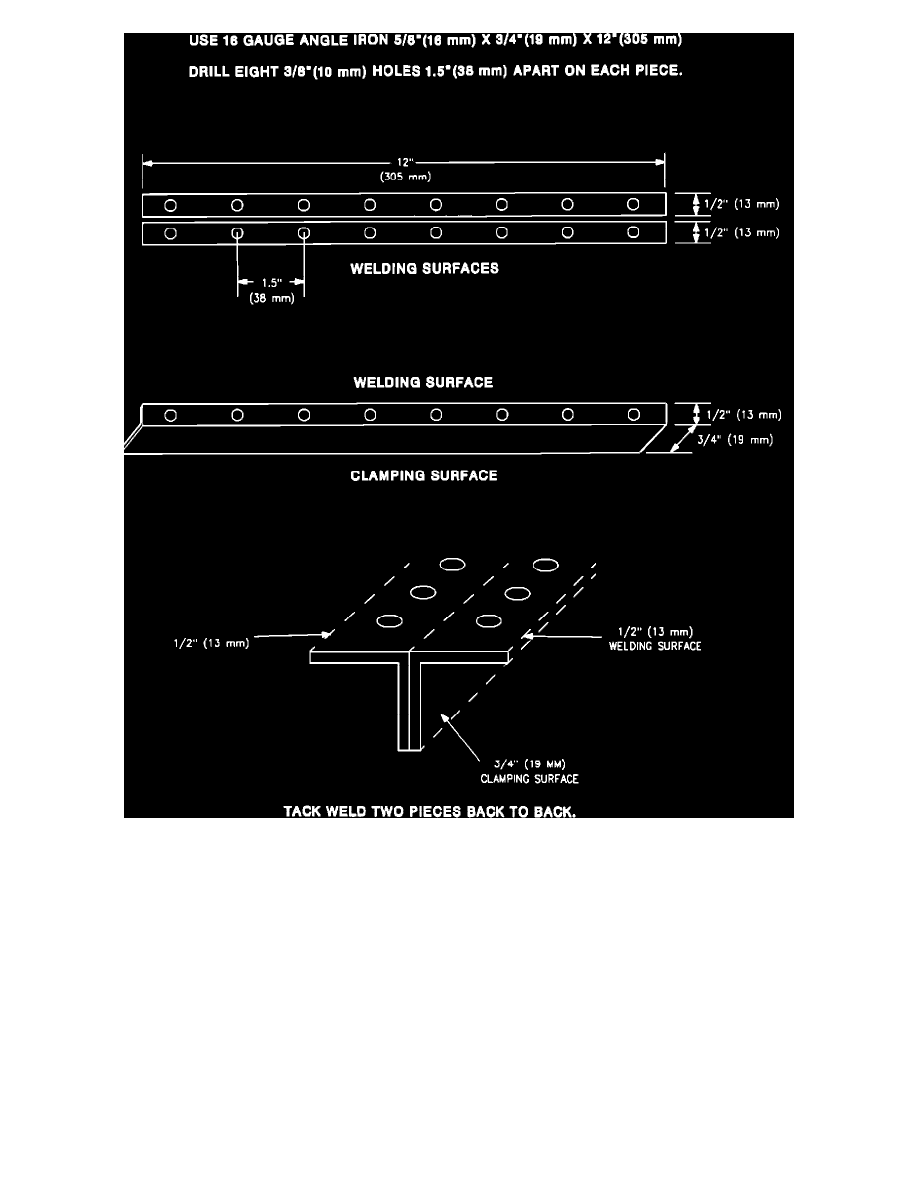
If the technician needs to create "T" type weld-on tabs, the technician must obtain eight 12" (305 mm) long by 3/4" (19 mm) by 1/2" (13 mm) and 5/8"
(16 mm) thick angle iron. The technician will then need to drill eight (8) holes to facilitate plug welding. These holes should be 3/8" (10 mm) in diameter
and should be done to all eight (8) pieces of steel. Next, take two (2) pieces of angle iron (with the drilled holes at the top) and mig weld both pieces
together. Now, weld these tabs to the inboard/forward and rearward edge of the rocker reinforcement as per illustration.
Anchoring can now be accomplished using either process through normal unibody equipment.