
Cavalier L4-2.2L VIN F (2004)
Note:
Ensure that all the metal particles are collected in order to prevent internal damage to the transaxle or bearings.
2.
Place the EN 45680-863 metal shaving catch plug into the cylinder bore sleeve to be trimmed. Position the top of the EN 45680-863
approximately 3.0 mm (0.12 in) below the top surface of the cylinder bore sleeve.
3.
Place additional EN 45680-863 metal shaving catch plugs into all remaining cylinder bore sleeves.
NOTE:
Installing the metal shaving catch plug EN 45680-863 deeper than the recommended depth will create a decrease in vacuum system
performance. A decrease in vacuum system performance will cause metal shavings to enter the engine and cause engine failure.
Note:
Installing the metal shaving catch plug EN 45680-863 above the recommended depth will cause damage to the metal shaving catch plug EN
45680-863.
4.
Ensure that the EN 45680-863 metal shaving catch plug is 3.0 mm (0.12 in) below the top surface of the cylinder bore sleeve.
Important:
Before using EN 45680-861 trim tool assembly, the height of the cutting blades must be set to the proper specification. The proper
specification is that the cylinder bore sleeve flange must be flush to +0.02 mm (0.0008 in) above the block deck surface.
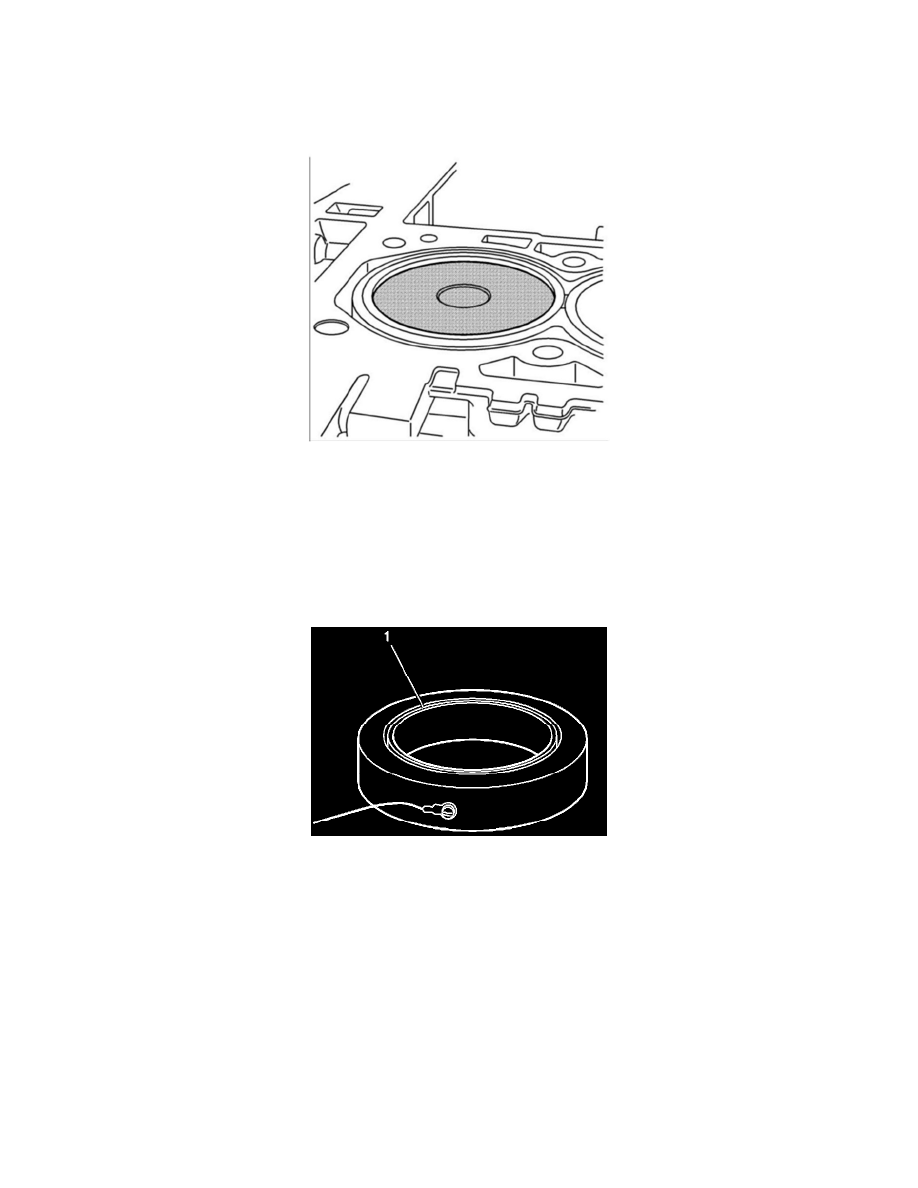
5.
The groove side of the EN 45680-862 set gage ring (1) should be positioned upward on a flat surface.