
Cobalt L4-2.2L (2008)
*
Drill Motor with 1/2 inch chuck, 1 1/8 hp, 7 amps, triple gear reduction, and a 450-600 RPM rotational speed in a clockwise direction
*
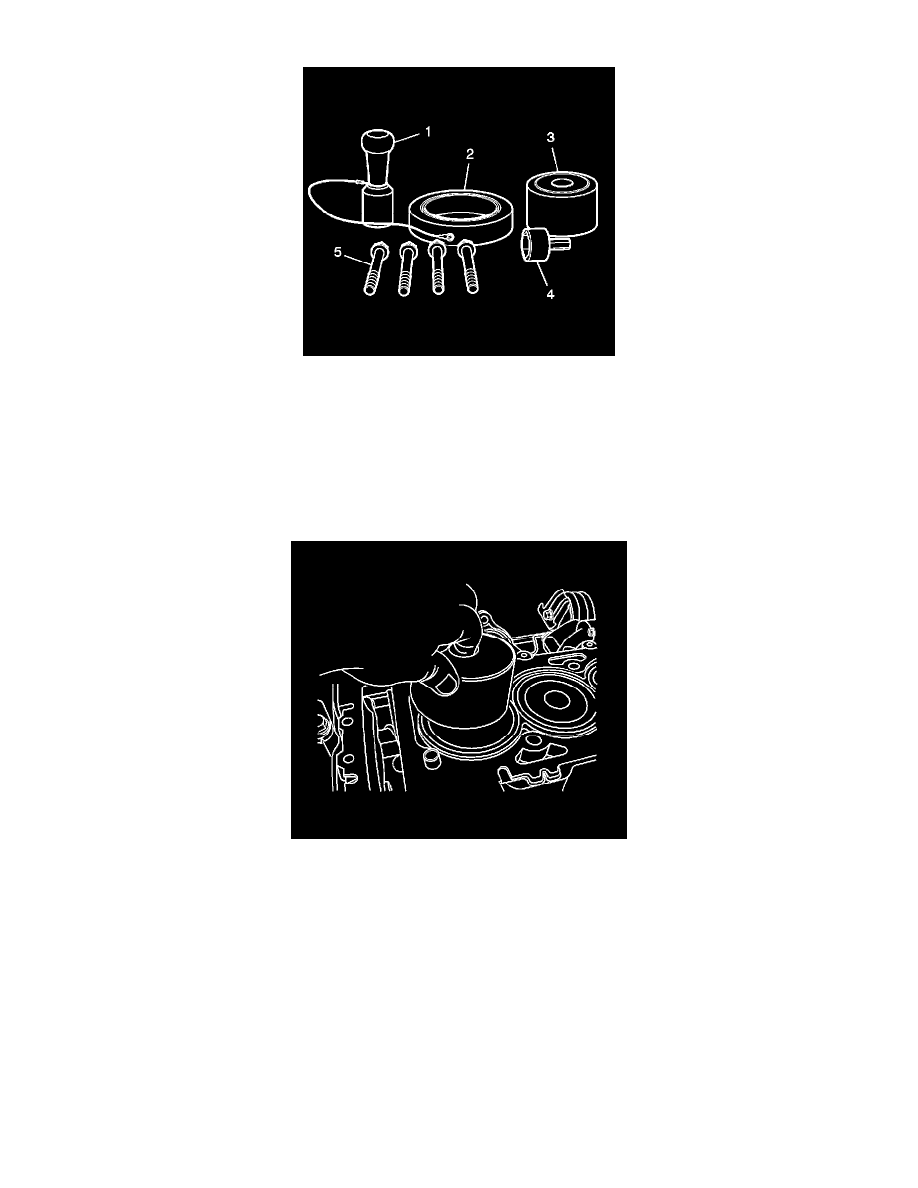
Trim Tool Preloader (1)
*
EN 45680-862 Set Gage Ring (2)
*
EN 45680-863 Metal Shavings Catch Plug (3)
*
EN 45680-866 Drive Adapter (4)
*
EN 45680-864 Bolts (5)
Notice: Do not bore or hone the cylinder bore sleeve. The cylinder bore sleeve inside diameter (I.D) is fully machined and honed to size and is
optimally finished as shipped. Any attempt to modify this factory-produced sizing and finish with additional boring and honing will lead to engine
damage, excessive noise or abnormal oil consumption.
1. After installing the NEW cylinder bore sleeve(s) into the engine block, trim the excess material from the cylinder bore sleeve flange.
Notice: Ensure that all the metal particles are collected in order to prevent internal damage to the engine or bearings.
2. Place metal shaving catch plug EN 45680-863 into the cylinder bore sleeve to be trimmed. Position the top of the EN 45680-863 approximately
3.0 mm (0.12 in) below the top surface of the cylinder bore sleeve .
3. Place additional metal shaving catch plugs EN 45680-863 into all remaining cylinder bore sleeves.