
Corvette V8-7.0L (2007)
Important: Recommend wire alloy is 5356 and wire size is .035. The shielding gas is 100 percent Argon.
A two minute cooling down period is recommend for every 2 minutes or 100 mm (4 in) of welding.
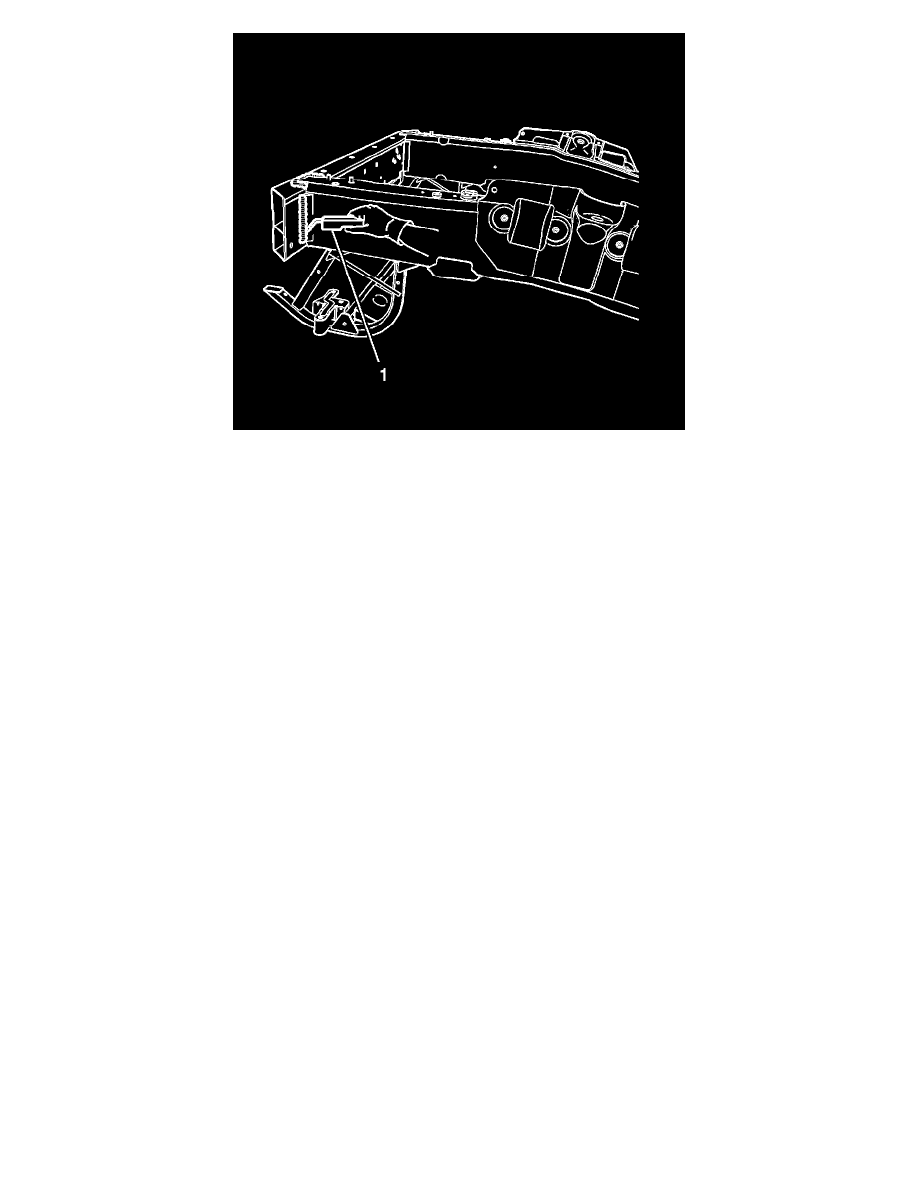
5. Using a PULSED-MIG (P-MIG) welder, weld (1) the bumper bar to the frame rail ends duplicating the factory welds.
6. Apply the sealers and anti-corrosion materials to the repair area. Refer to Anti-Corrosion Treatment and Repair .
7. Paint the repair area. Refer to Basecoat/Clearcoat Paint Systems .
8. Install all related panels and components.
9. Connect the negative battery cable. Refer to Battery Negative Cable Disconnection and Connection (6.0L) Battery Negative Cable Disconnection
and Connection (7.0L) .
10. Enable the SIR system. Refer to SIR Disabling and Enabling .