
G 1500 1/2 Ton Van V6-4.3L VIN W (1997)
Brake Rotor/Disc: Service and Repair
SURFACE REFINISHING
You do not need to refinish brake rotors when doing routine brake maintenance such as replacing worn brake shoe and lining assemblies. Refinish
rotors only under the following circumstances.
1. There is a complaint of brake pulsation.
2. There are heat spots or excessive scoring.
ROTOR REPLACEMENT
A rotor that is too thin will not have the proper heat transfer capabilities. Replace it with a new rotor. Refinishing composite rotors requires using a
rotor adapter tool as a holding fixture for the brake lathe.
USE PROPER EQUIPMENT
Accurate control of rotor tolerances is necessary for the proper performance of disc brakes. Machining should be done only with precision
equipment. Service the machining equipment on a regular basis following the manufacturers recommended maintenance procedures.
Attaching Adapters And Dull Or Worn Tools
When refinishing rotors, make sure the attaching adapters, tool holders, vibration dampeners, and tool bits are in good condition. Always use sharp
cutting tools or bits and use only replacement cutting bits recommended by the equipment manufacturer. Dull or worn tools leave a poor surface
finish that will affect initial brake performance. Always use vibration dampening attachments when refinishing braking surfaces. These
attachments eliminate tool chatter to allow for a better surface finish. Make sure these adapters are clean and free of nicks.
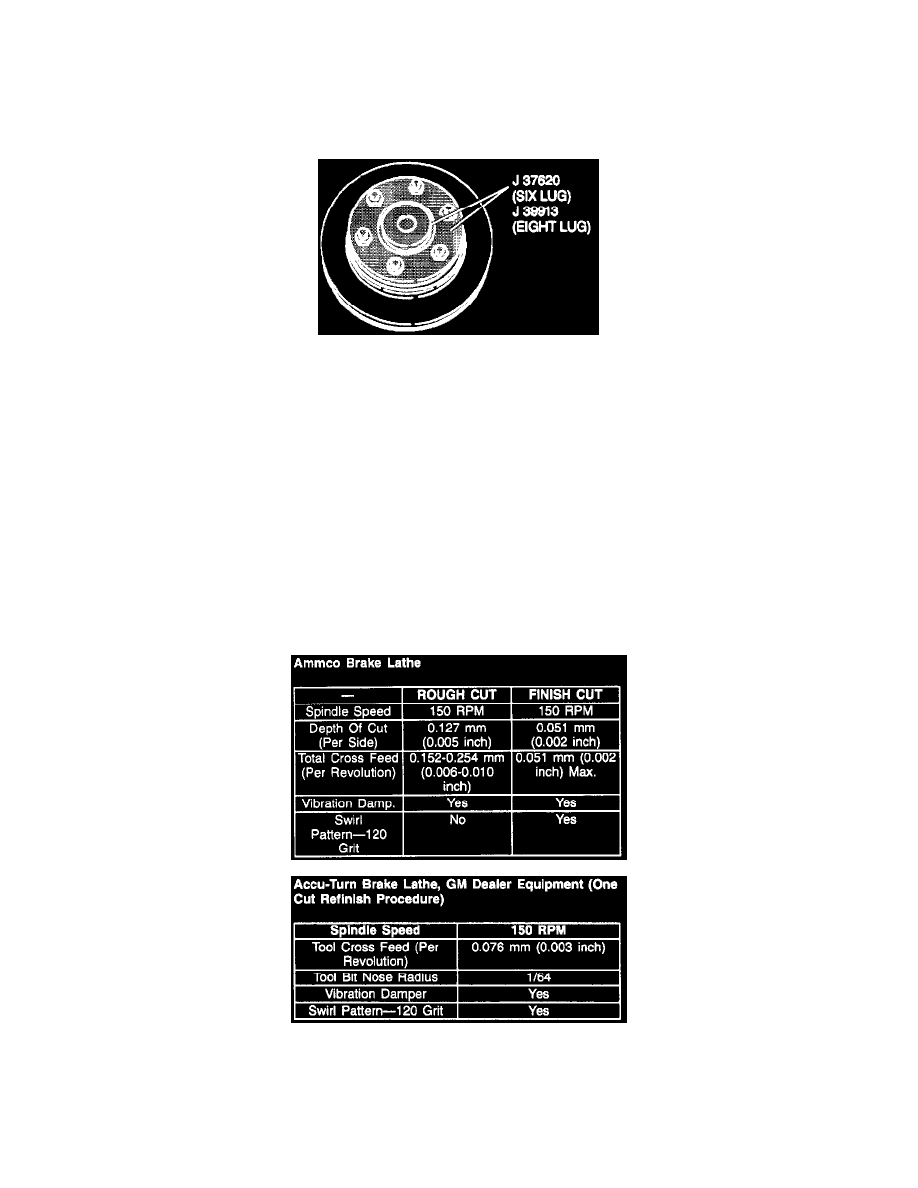
RECOMMENDED LATHE PROCEDURES
Following are examples of two recommended procedures that achieve adequate results using two different off vehicle drum and disc brake lathes.
If any other lathe is used, follow that manufacturers instructions and recommendations.
1. Locate the deepest score and turn the rotor micrometer knobs until the tool bit bottoms out at the deepest point of the score.
2. Zero the scale and back out the tool bits.
3. Advance the cutter hand-wheel until the bits have cleared the inner edge of the rotor face.
4. Adjust the micrometer knobs for approximately 0.0127 mm (0.0005 inch) more than the first reading. This will ensure clearing the rotor in one
cut.