
G 20 Van V8-5.7L VIN R (1996)
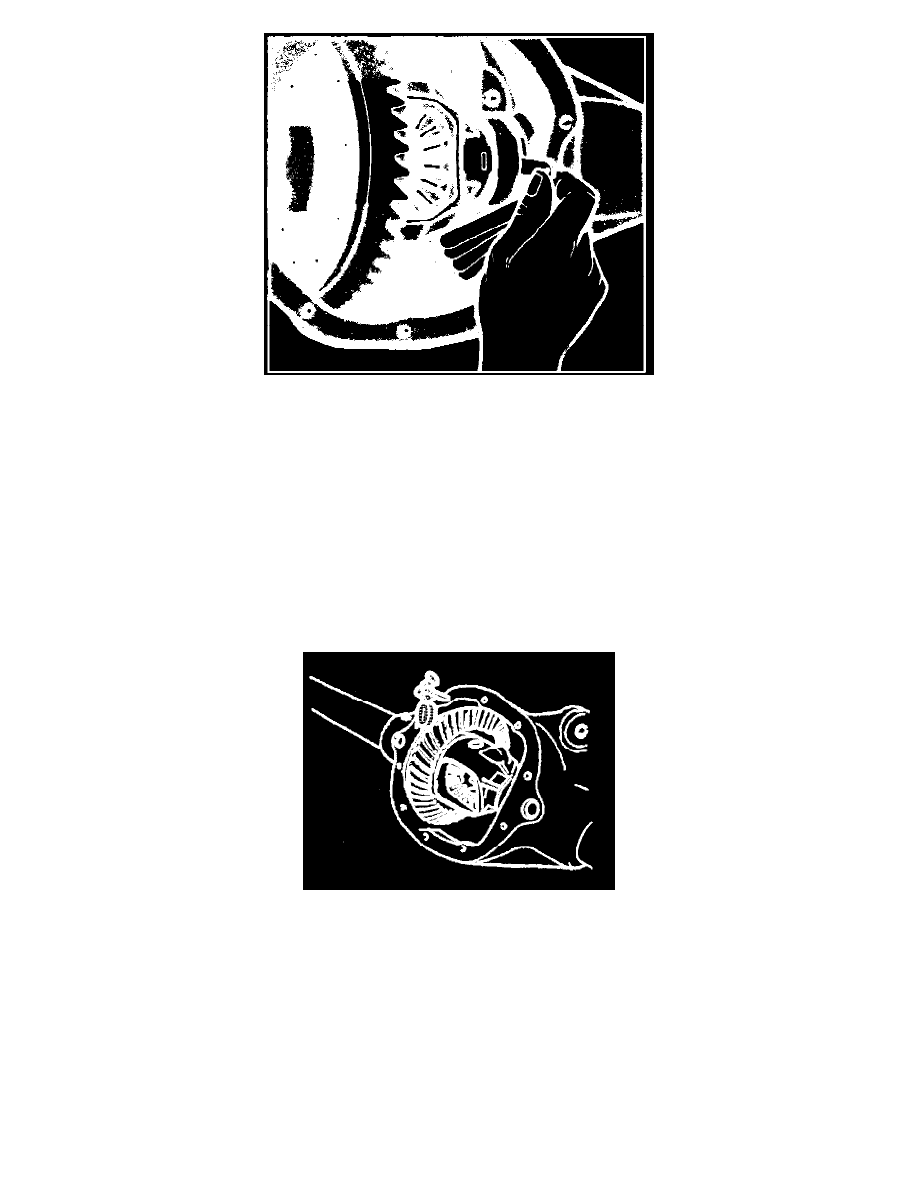
Fig. 13 Side Bearing Clearance Inspection.
7. Insert progressively larger feeler gauges between shim and service spacer until noticeable increase in drag can be felt, pushing gauge down until it
contacts housing bore to obtain proper reading,
Fig. 13. Rotate case while inserting gauges to ensure even readings.
8. The gauge used just before additional drag is felt is correct thickness to obtain zero preload. By starting with a thin gauge a sense of feel can be
obtained for the original light drag caused by the weight of the case, allowing the drag caused by the beginning of preload to be recognized.
It will
be necessary to work case in and out and to the left in order to insert feeler gauges. Insert feeler gauges as shown in Fig. 13, to ensure
accurate measurement.
9. When the proper gauge thickness has been determined to obtain zero preload, remove bearing cap, case assembly service spacers and shim pack.
10. Select two service shims of approximate equal thickness whose total thickness is equal to the thickness of the shims installed in step 6 plus the
thickness of the feeler gauge used to obtain zero preload.
11. Shims selected during this procedure allow differential assembly to be installed at zero preload, the equivalent of a slip-fit in case, during backlash
adjustment. Final preload is not added until backlash has been adjusted.
Final Assembly and Adjustment