
HHR L4-2.2L (2007)
Important: Before using trim tool assembly EN 45680-861, the height of the cutting blades must be set to the proper specification. The
proper specification is that the cylinder bore liner flange must be flush to +0.02 mm (0.0008 in) above the block deck surface.
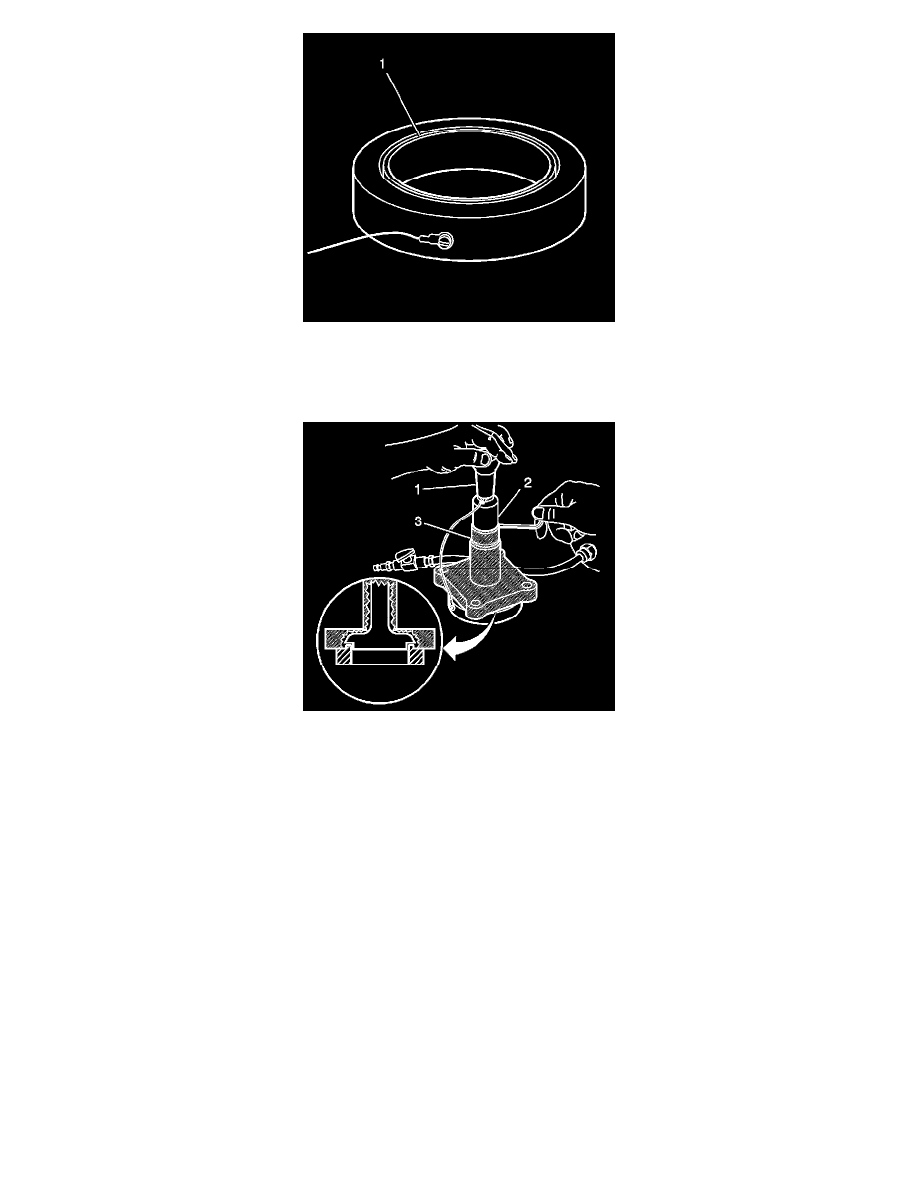
5. The groove side of the set gage ring EN 45680-862 (1) should be positioned upward on a flat surface.
Important: Ensure that the set gage ring EN 45680-862 surfaces are clean.
6. Carefully position trim tool assembly EN 45680-861 onto the set gage ring EN 45680-862.
7. Loosen the shaft collar screw (2).
8. Push the shaft collar (2) downward using the trim tool preloader (1) until the shaft collar is positioned against the top of the flange bearing (3).
Important: Once this procedure is done, it is not necessary to reset the trim tool assembly EN 45680-861 height until the blades are worn
or damaged.
9. Apply downward pressure on the collar and inner drive shaft using the trim tool preloader (1), then tighten the shaft collar screw.
Tighten the shaft collar screw to 19 N.m (14 lb ft).