
K 3500 Truck 4WD V8-5.7L VIN R (1998)
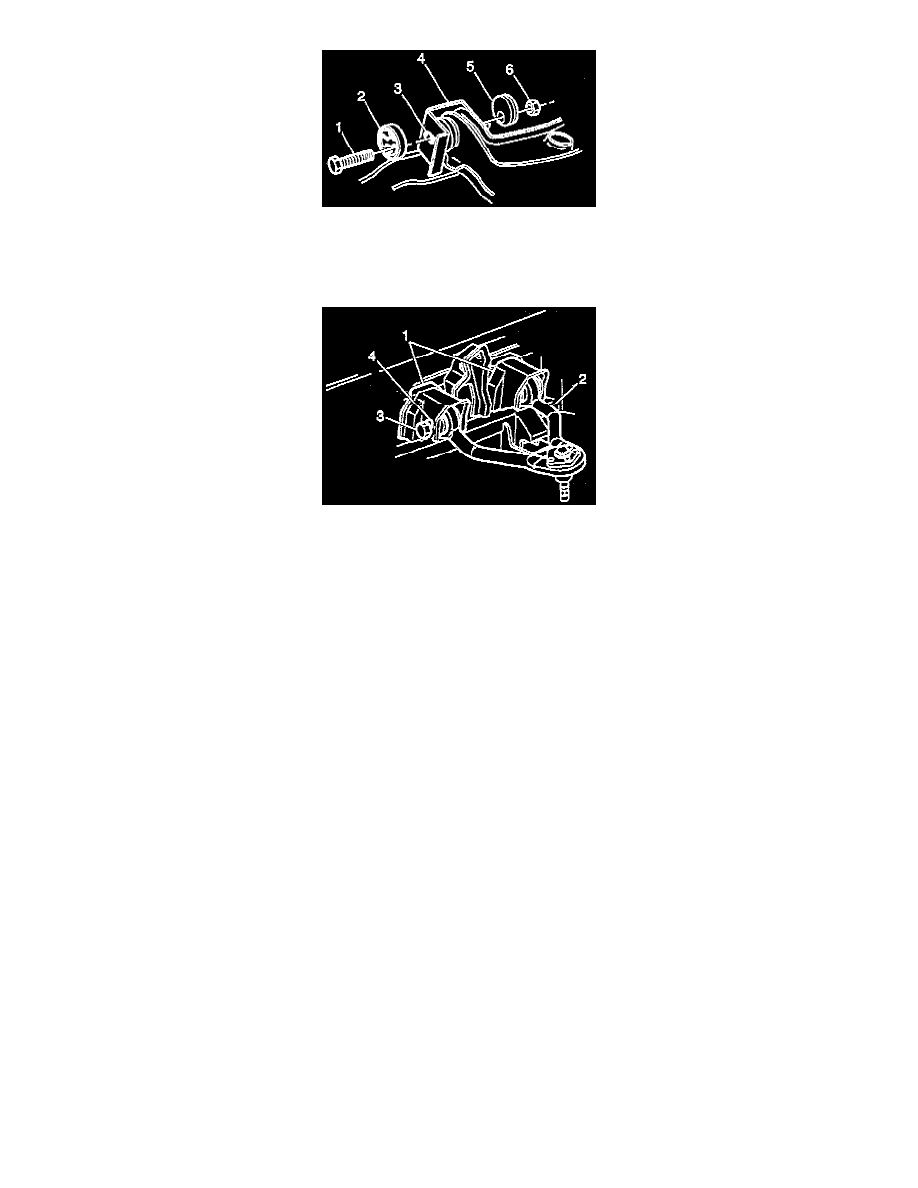
5. Remove the following parts from the upper control arm bracket (2):
^
The nuts
^
The cams (4)
^
The bolts (3)
6. Lift the upper control arm (2) up and to the side, in order to gain access to the inner portion of the frame bracket.
7. Use the J 38794 in order to remove the frame bracket knockout as follows:
^
Do not distort the frame bracket when removing the knockout.
^
Apply extreme pressure lubricant to the threads of the T-bolt.
^
Insert the bolt through the knockout-hole in the bracket support.
^
Install the bridge onto the T-bolt. The forward bracket requires the bridge to be installed between the legs of the bracket due to access
problems.
NOTICE: Do not subject the tool to more than 100 Nm (75 ft. lbs.) torque. Exceeding the recommended torque may damage the tool and/or
the bracket.
^
Assemble the following parts in order:
7.5.1. The bridge
7.5.2. The bearing with the chamfered side out
7.5.3. The washer
7.5.4. The nut
^
The T-bolt head and the bridge must line up horizontally with the knockout. The bridge should span the knockout without interfering with the
knockout procedure.
^
Tighten the T-bolt head against the knockout by turning the nut at the opposite end using a socket and torque wrench.
^
An open end wrench or adjustable wrench may be needed in order to prevent the T-bolt from losing the horizontal alignment with the
knockout.
^
If the torque limit on the T-bolt is met and the knockout does not break free, use a die grinder of appropriate size. Using the stamped outline as
a guide, remove the knockout. Remove the wax coating in the knockout area in order to make the perforation lines more visible.
^
If the outline is not visible, use the T-bolt head installed horizontally, as a template and scribe the frame bracket.
^
Repeat the procedure on the other upper control arm frame bracket.
INSTALLATION PROCEDURE