
PT Cruiser L4-2.4L (2008)
Crankshaft: Procedures
Crankshaft - Inspection
INSPECTION
The crankshaft journals should be checked for excessive wear, taper and scoring. Limits of taper or out of round on any crankshaft journals should be
held to 0.025 mm (0.001 in.). Journal grinding should not exceed 0.305 mm (0.012 in.) under the standard journal diameter. DO NOT grind thrust faces
of No. 3 main bearing. DO NOT nick crank pin or bearing fillets. After grinding, remove rough edges from crankshaft oil holes and clean out all
passages.
CAUTION: With the nodular cast iron crankshafts, it is important that the final paper or cloth polish be in the same direction as normal
rotation in the engine.
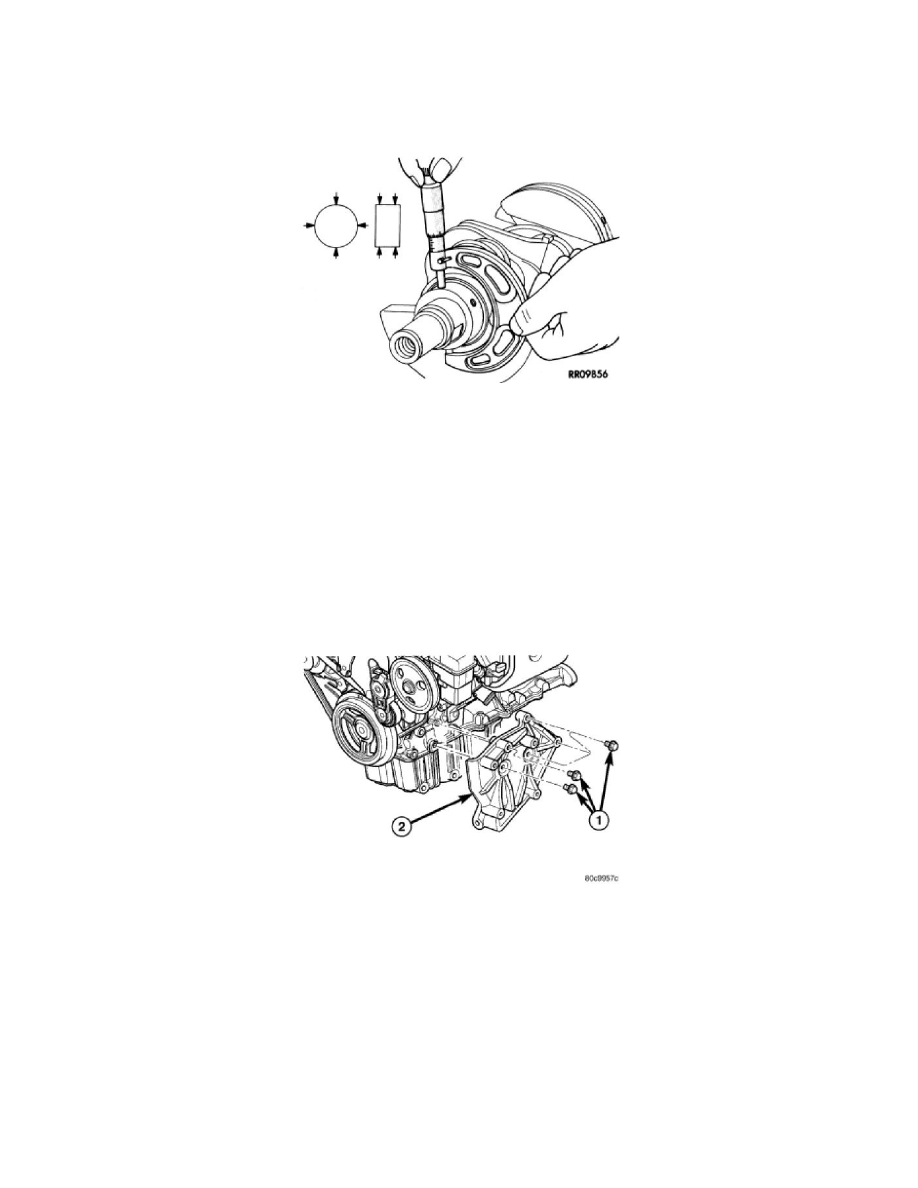
Measuring Crankshaft End Play
MEASURING CRANKSHAFT END PLAY
1. Mount a dial indicator to front of engine with the locating probe on nose of crankshaft.
2. Move crankshaft all the way to the rear of its travel.
3. Zero the dial indicator.
4. Move crankshaft all the way to the front and read the dial indicatorSee: Specifications/Engine Specifications for end play specification.