
Sebring LX Convertible L4-2.4L VIN X (2002)
Crankshaft: Procedures
Main Bearing Fitting
STANDARD PROCEDURE - MAIN BEARING -FITTING
CRANKSHAFT MAIN BEARINGS
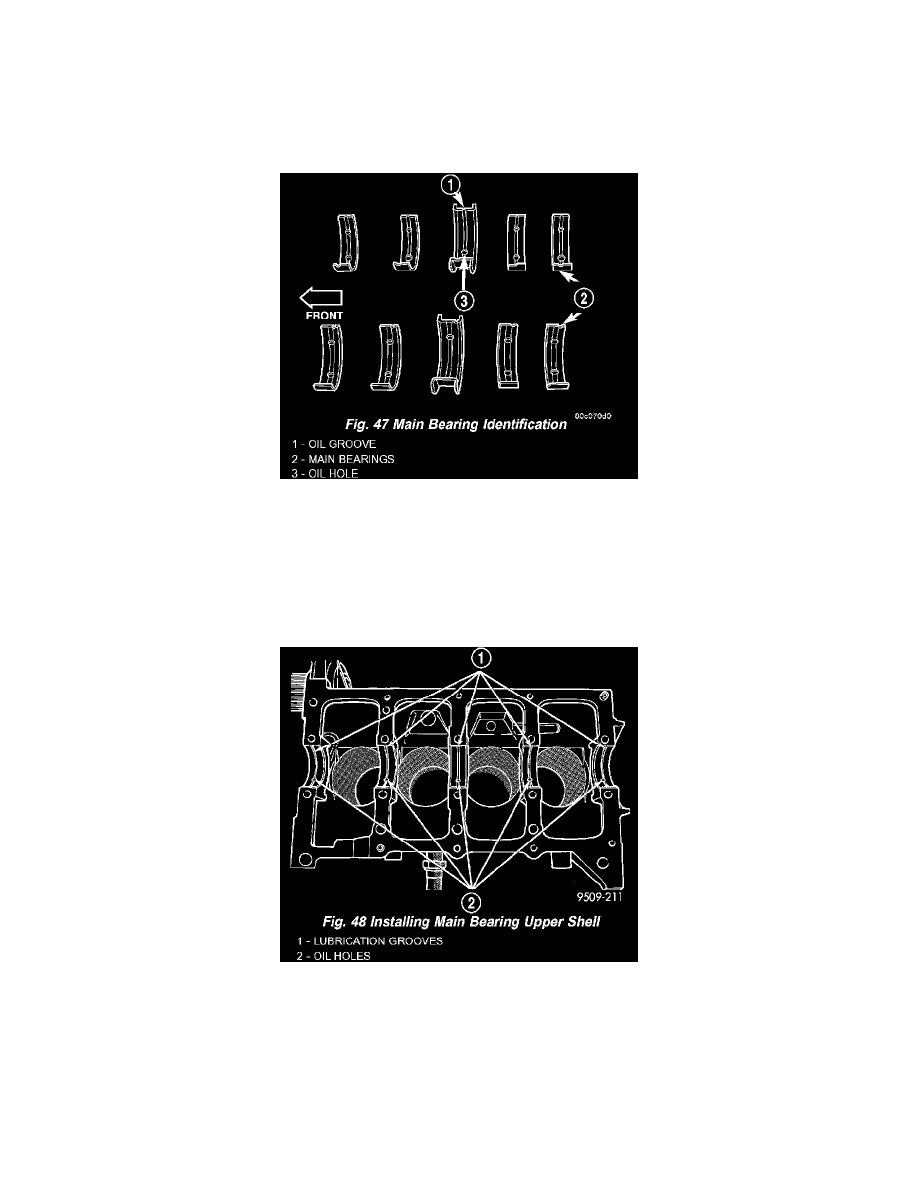
The crankshaft is supported in five main bearings. All upper and lower bearing shells in the crankcase have oil grooves. Crankshaft end play is
controlled by a flanged bearing on the number three main bearing journal (Fig. 47). Upper and lower Number 3 bearing halves are flanged to carry the
crankshaft thrust loads and are NOT interchangeable with any other bearing halves in the engine (Fig. 47). All bearing cap bolts removed during
service procedures are to be cleaned and oiled before installation. Bearing shells are available in standard and the following undersized: 0.025 mm
(0.001 inch) and 0.250 mm (0.010 inch). Never install an undersize bearing that will reduce clearance below specifications. Replace or machine the
crankshaft as necessary to obtain proper bearing clearances.
MAIN BEARING INSTALLATION
1. Install the main bearing shells with the lubrication groove in the cylinder block (Fig. 48).
2. Make certain oil holes in block line up with oil holes in bearings. Bearing tabs must seat in the block tab slots.
CAUTION: Do not get oil on the bedplate mating surface. It will may effect the sealer ability to seal the bedplate to cylinder block.
3. Oil the bearings and journals and install crankshaft.
CAUTION: Use only the specified anaerobic sealer on the bedplate or damage may occur to the engine. Ensure that both cylinder block and
bedplate surfaces are clean.