
Sebring Sedan V6-3.5L (2009)
Crankshaft: Procedures
Crankshaft - Inspection
INSPECTION
The crankshaft journals should be checked for excessive wear, taper and scoring. Limits of taper on any crankshaft journals should be held to 0.015 mm
(0.0006 in.). Limits for journal roundness should be 0.010 mm (0.0004 in.). Journal grinding should not exceed 0.254 mm (0.010 in.) under the standard
journal diameter. DO NOT grind thrust faces of Number 2 main bearing. DO NOT nick crank pin or bearing fillets. After grinding, remove rough edges
from crankshaft oil holes and clean out all passages.
CAUTION: With a forged steel crankshaft it is important that the final paper or cloth polish after any journal regrind be in the same direction
as normal rotation in the engine.
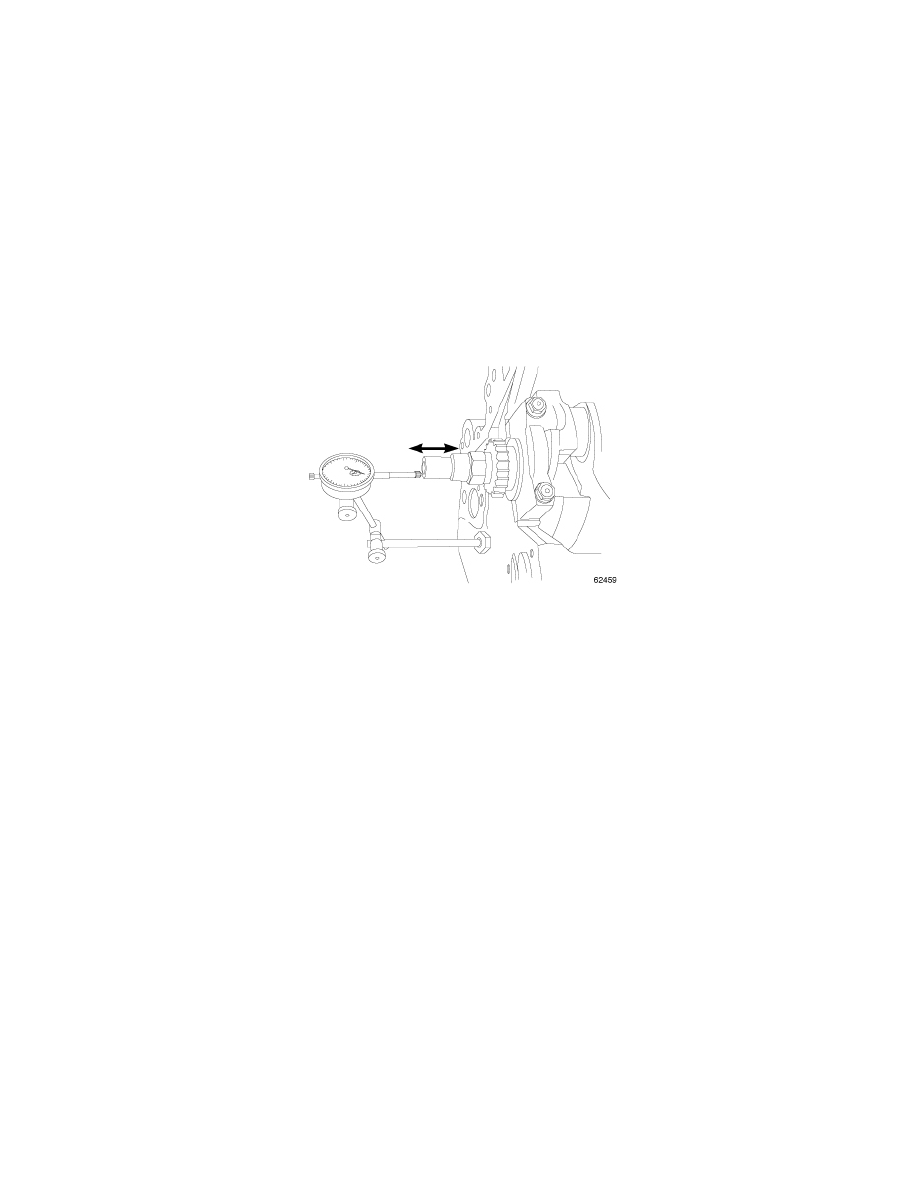
Measuring Crankshaft End Play
MEASURING CRANKSHAFT END PLAY
1. Mount a dial indicator to front of engine with the locating probe on nose of crankshaft.
2. Move crankshaft all the way to the rear of its travel.
3. Zero the dial indicator.
4. Move crankshaft all the way to the front and read the dial indicator. Crankshaft end play must be within specification See: Specifications/Engine -
Specifications.