
Neon L4-2.0L SOHC (1995)
Valve: Service and Repair
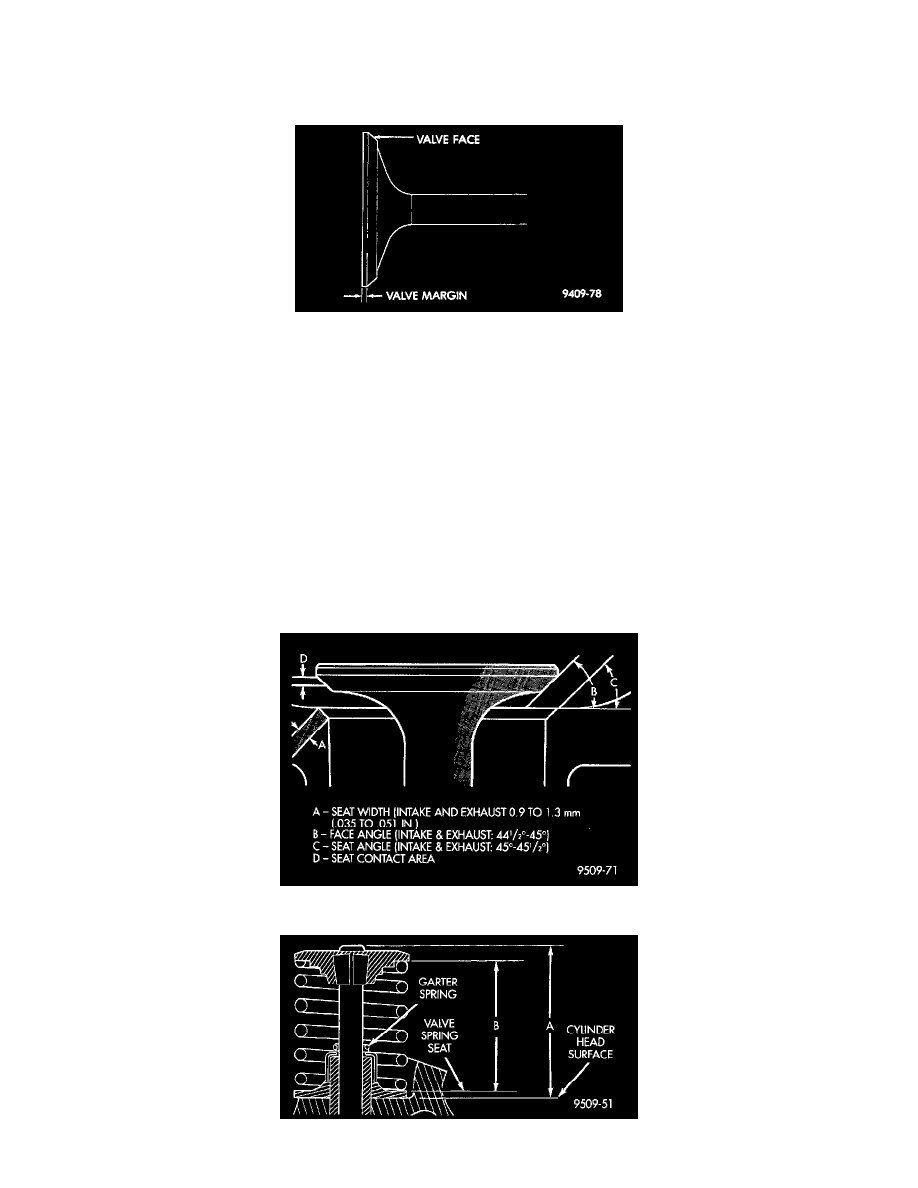
REFACING VALVES AND VALVE SEATS
1. The intake and exhaust valve seats and valve face have a 45 degree angle.
2. Inspect the remaining margin after the valves are refaced. Intake valves with less than 95 mm (1/32 inch.) margin and Exhaust valves with less
than 1.05 mm (3/64 inch) margin should be discarded.
3. When refacing valve seats, it is important that the correct size valve guide pilot be used for reseating stones. A true and complete surface must be
obtained.
4. Measure the concentricity of valve seat and valve guide using a valve seat runout dial indicator. Total runout should not exceed 0.051 mm (0.002
inch.) (total indicator reading).
5. Inspect the valve seat with Prussian blue to determine where the valve contacts the seat. To do this, coat valve seat LIGHTLY with Prussian blue
then set valve in place. Rotate the valve with light pressure. If the blue is transferred to the center of valve face, contact is satisfactory. If the blue
is transferred to top edge of the valve face, lower valve seat with a 15 degrees stone. If the blue is transferred to the bottom edge of valve face,
raise valve seat with a 65 degrees stone.
-
Intake valve seat diameter is 33 mm (1.299 inch.)
-
Exhaust valve seat diameter is 28 mm (1.102 inch.)
Valve seats which are worn or burned can be reworked, provided that correct angle and seat width are maintained. Otherwise the cylinder head must be
replaced.
6. When seat is properly positioned the width of intake and exhaust seats should be 0.9 to 1.3 mm (0.35 to 0.051 inch.).