
Shadow Convertible L4-135 2.2L SOHC (1991)
A.
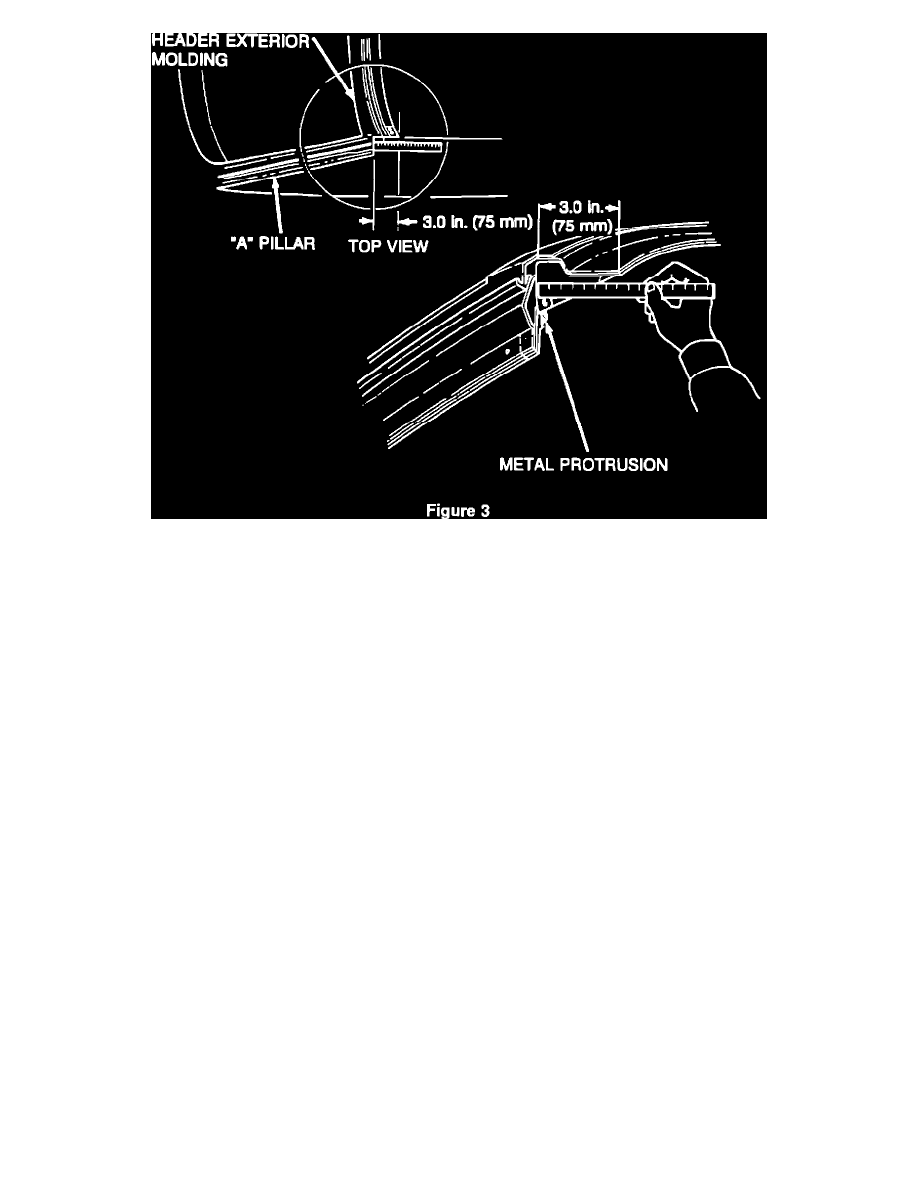
The header dimension at both ends of the header sheet metal and the pinch weld cut (Fig. 3). If the header dimension is less than 3.0 in. (75
mm) fore and aft, the header will have to be cut to provide enough space to install the new header seal, go to Step 21B. If the header does
not need to be cut, go to Step 27.
B.
Measure across the header horizontally 3.0 in. (75 mm) and scribe marks at that location as shown. Make vertical cuts or grind along the
scribe marks. (if the A-pillar measurement is greater than 3.0 in. [75 mm] and has a vertical cut, grinding is not required).
22.
Cut any metal protrusion from the inside corner of the pinch weld, if present.
NOTE:
APPLY ANTI-CORROSION RUST PROHIBITIVE PAINT TO THE BARE METAL EDGES OF ALL CUT OR GROUND AREAS.
Reinforcing Header
23.
If cutting or grinding was required in Step 21B, reinforcing of the header will be necessary due to possible weakening. Perform the procedure
below.
A.
Clean both corners of the header thoroughly using grease and wax remover until the outboard rivet heads are visible.
B.
Using a 1/8 in. (3.17 mm) drill bit, drill a hole 1/2 in. (12.7 mm) inboard and outboard of each of the existing outboard rivets.
NOTE:
WHEN DRILLING THE HOLES, THE DRILL MUST PIERCE TWO LAYERS OF SHEET METAL.
24.
Install the gray steel rivets provided at each location.