
E 250 Van V8-7.3L DSL Turbo VIN F (1995)
Pinion Gear: Testing and Inspection
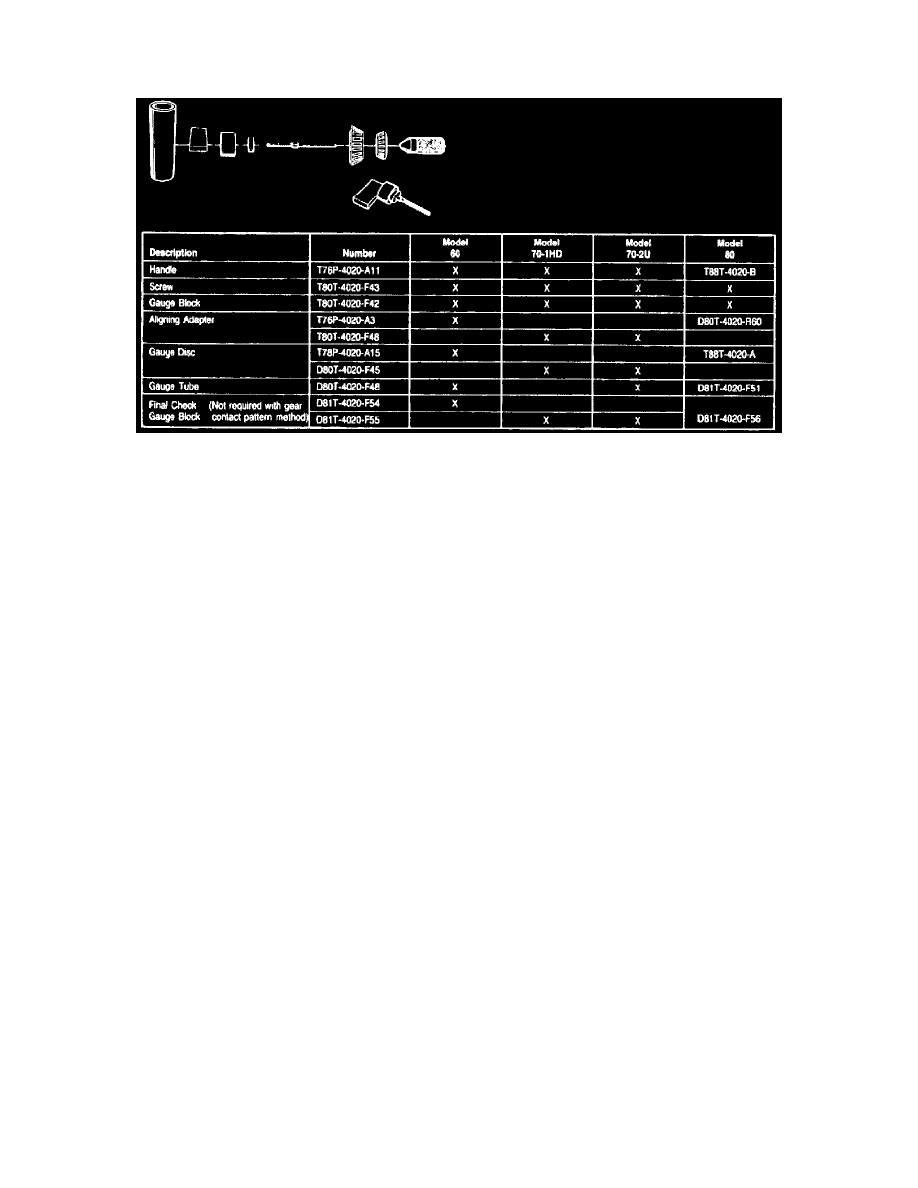
Depth Gauge Inspection
Fig. 15 Depth Gauge Tool Selection
NOTE: It is important to use the correct tools for particular axle assemblies. If any gauge surfaces become nicked, high spots must be removed with a
medium India oilstone to ensure no erroneous readings.
1. Place a new inner pinion bearing over proper aligning adapter and insert into pinion bearing retainer assembly. Place outer pinion bearing into
bearing cup in carrier and assemble handle onto screw and hand tighten. Note 3/8 inch square drive in handle to be used for obtaining proper
pinion bearing preload. To preload bearings, Torque handle to 20-40 inch lb.
2. Center proper gauge tube into differential bearing bore, install bearing caps and tighten to specifications.
3. Using suitable feeler gauges, select thickest feeler gauge that will enter between gauge tube and gauge block. Insert feeler gauge directly along
gauge block to ensure a correct reading. Feeler gauge fit between gauge tube and gauge block should be a slight drag-type feeling.
4. After correct feeler gauge feel is obtained, thickness of feeler gauge used to obtain slight drag-type feel is the thickness of shims required,
provided new pinion gear is marked with a zero (0). If new pinion gear is marked with a plus (+) reading, the plus (+) amount stamped on pinion
gear must be subtracted from thickness dimension obtained in preceding step. If new pinion gear is marked with a minus (-) reading, the minus (-)
amount stamped on pinion gear must be added to thickness dimension obtained in preceding step. Also, you must use exact same new inner pinion
bearing that was used to obtain this dimension.
5. Remove inner pinion bearing cup and install correct thickness of shims into carrier bore, then reinstall bearing cup and oil slinger and/or baffle, if
required.