
E 250 Van V8-7.3L DSL Turbo VIN F (1995)
Pinion Gear: Testing and Inspection
Pinion & Ring Gear Backlash Inspection
Fig. 10 Total Differential Case Endplay Inspection
1. Place differential case into position in carrier (differential case bearings should still be installed).
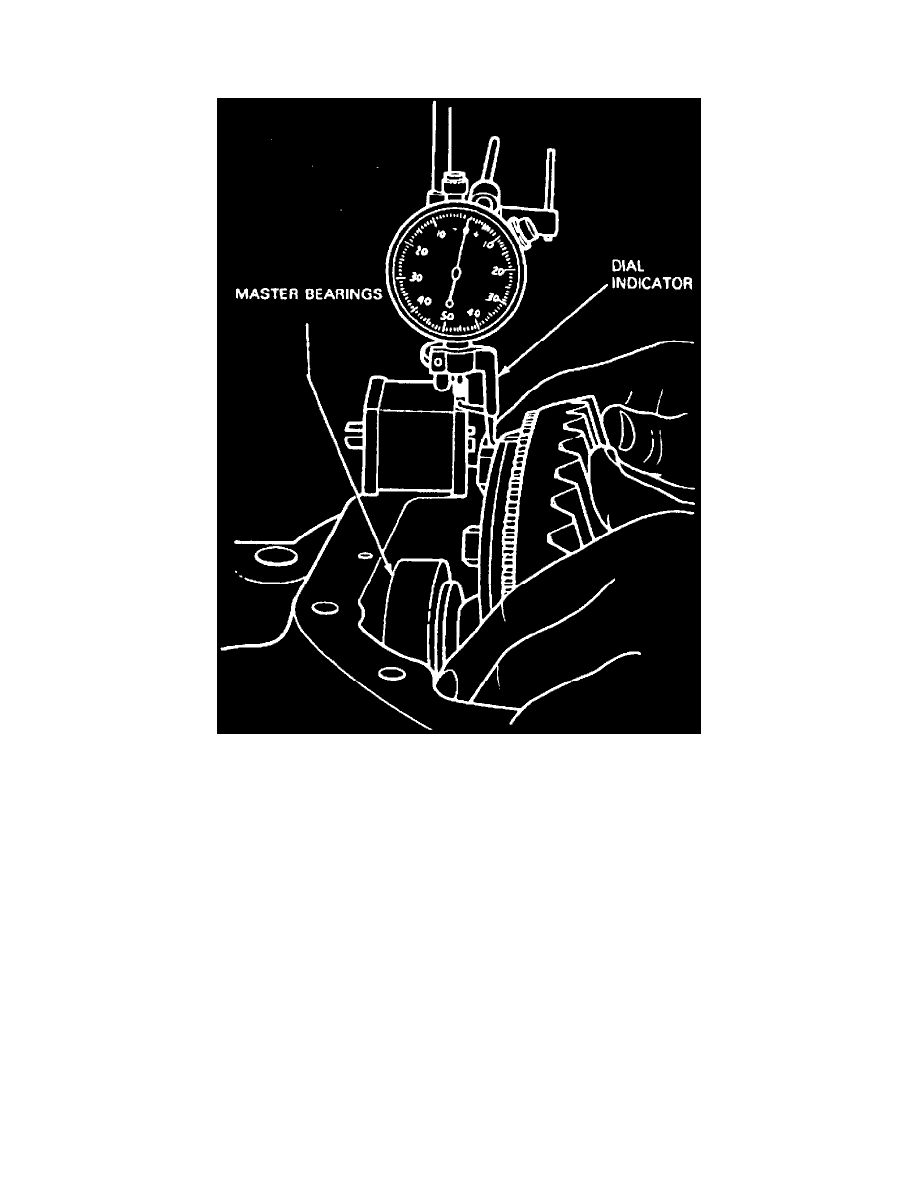
2. Force differential case away from drive pinion gear until it is completely seated against cross bore face of carrier. Position a dial indicator so
indicator tip rests on a ring gear bolt head. Zero the dial indicator.
3. Force ring gear against pinion gear. Rock ring gear slightly to ensure gear teeth are in contact, then force ring gear away from pinion gear,
ensuring dial indicator returns to zero. Repeat this procedure until dial indicator reading is the same. This reading should be recorded as
measurement "B" and reveals amount of shims necessary between differential case and differential bearing on ring gear side.
4. Assemble shim pack for ring gear side to measurement "B."
5. Subtract measurement "B" from measurement "A" obtained in "Differential Case Endplay Inspection" See: Differential Case/Testing and
Inspection to obtain measurement "C." Measurement "C" equals amount of shims required between differential case and bearing on side opposite
of ring gear.
6. Assemble shim pack for side opposite of ring gear to measurement "C" plus (+) 0.015 in.
7. Remove differential case from carrier, then the bearings from case.
8. Place required amount of shims on hub of ring gear side of differential case, then install bearing and drive bearing onto hub using a suitable
differential side bearing replacer.
9. Place required amount of shims on hub of differential case opposite of ring gear side, then install bearing. Place a suitable step plate on ring gear
side bearing to protect bearing, then drive bearing opposite of ring gear side onto hub using differential side bearing replacer.
10. Install differential bearing cups onto bearings.
11. Mount spreader tool No. 4000-E and tool No. T80T-4000-B, or equivalents, onto carrier assembly.
12. Position a dial indicator onto carrier, then spread housing. Do not spread housing more than 0.015 in.
13. Install differential case into carrier. If necessary, use a rawhide or plastic hammer to seat case in carrier bore. With partial and non-hunting/partial
ring gear and pinion sets, align marks on ring gear and drive pinion, if applicable. Use care not to nick teeth of ring gear or pinion.