
E 350 Van V8-7.3L DSL (1988)
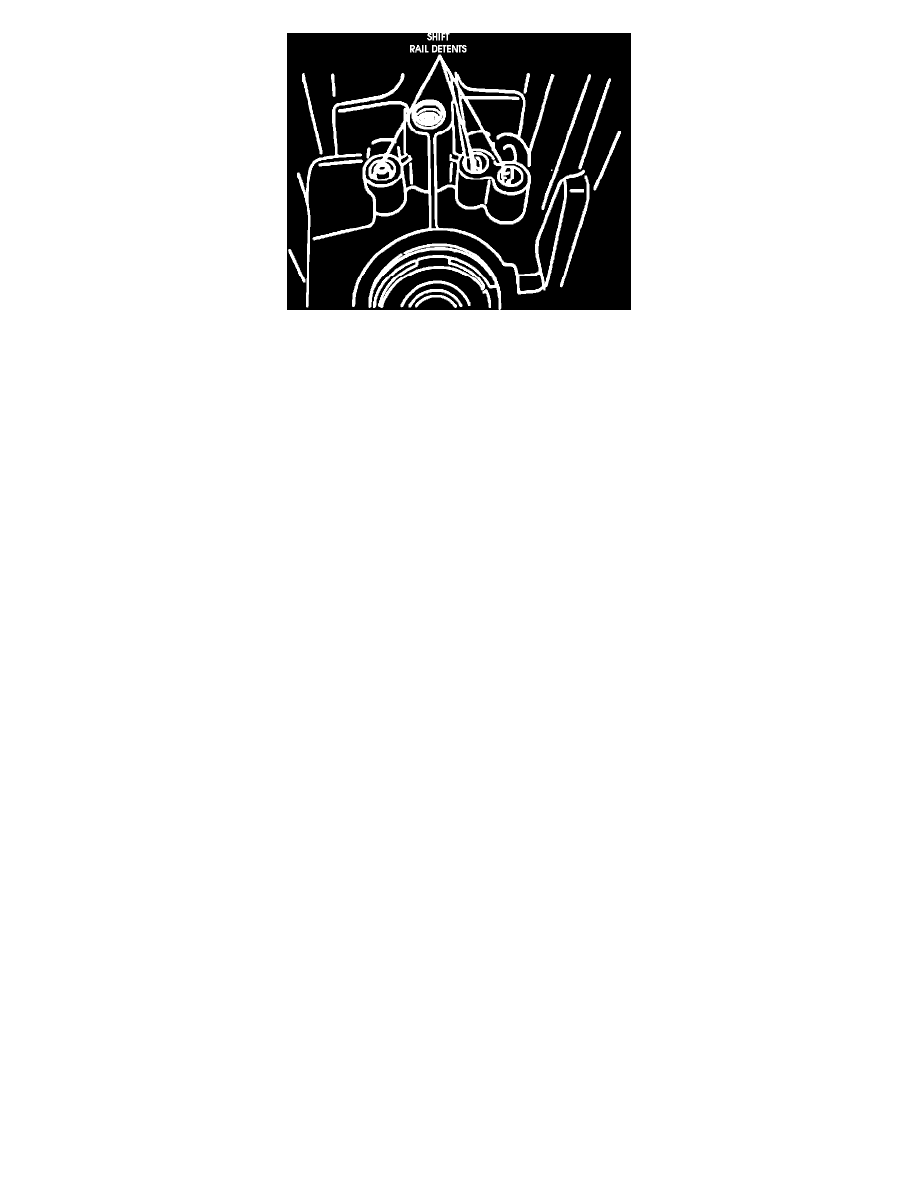
Installing Shift Rail Detent Balls
5. Insert 3 shift rail detent bolts into their respective bores, ensuring they seat in detents in their respective shift rails and move freely when in their
installed position.
6. Place a new O-ring on input shaft quill, then position quill in housing with lug aligned with housing recess. Push in quill until it bottoms against
bore in housing.
7. Position seal in front case, using a suitable driver handle and seal installer then drive in seal until it sets against stop in quill.
NOTE: If countershaft, input shaft, mainshaft or one or more tapered roller bearing must be adjusted to obtain a preload of 0.00079-0.00343 inch
. Refer to ADJUSTMENTS.
8. Heat mounting bore in front case for tapered bearing outer race of countershaft to approximately 320°F (160 C), using a suitable heat gun.
9. Position shim with proper thickness in bore, then using a suitable driver handle and bearing cup replacer, drive in countershaft bearing outer race
until it seats against stop in case.
10. Heat front case in area of input shaft tapered roller bearing outer race to approximately 320°F (160 C), using a suitable heat gun.
11. Position correct shims/sealing disc pack in bore for input shaft bearing outer race. Using a suitable driver handle and bearing cup replacer, drive in
bearing cup, until its stop seats in bore.
Rear Case
DISASSEMBLY
1. Drive two dowel pins from rear case.
2. Remove mainshaft rear bearing outer race from rear case, using a suitable slide hammer and puller.
3. Drive mainshaft rear seal from rear cover, using a suitable drift, then discard seal.
4. Using a suitable slide hammer and puller, remove countershaft rear bearing outer race from rear case.
5. Remove central shift rail bearing, from rear cover, then the bearing using a suitable slide hammer and puller.
ASSEMBLY
1. Install central shift rail bearing into rear case.
2. Heat rear case in area of bearing bore to approximately 320°F (160° C), using a suitable heat gun.
3. Insert ball sleeve, then drive in bearing until seated against stop, using a suitable tool.
4. Heat rear case in area of countershaft rear bearing bore to approximately 320°F (160° C), using a suitable heat gun.
5. Insert countershaft bearing outer race until seated against stop, using a suitable bearing cup replacer and driver handle.
6. Heat rear case in area of mainshaft outer race to approximately 320°F (160° C), using a suitable heat gun.
7. Insert bearing cup until seated against stop, using a suitable bearing cup replacer and driver handle.