
F 350 2WD Pickup V8-460 7.5L VIN G EFI (1997)
Valve Seat: Service and Repair
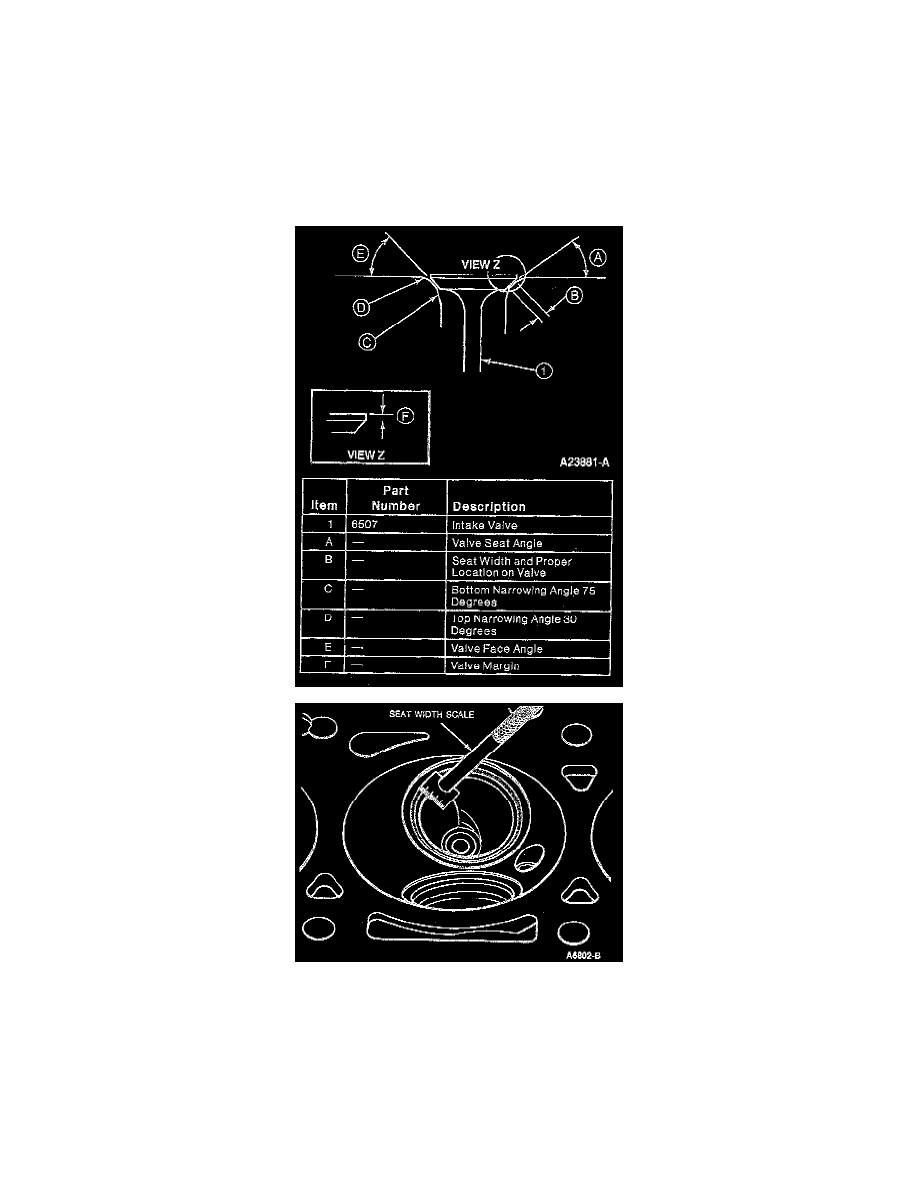
Measure the valve seat width. Reface the valve seat(s) if the width is not within specifications.
Refacing the valve seat should be closely coordinated with the refacing of the valve face so that the finished seat and valve face will be concentric and
the specified interference angle will be maintained. This is important so that the valve and seat will have a compression-tight fit. Make sure refacer
grinding wheels are properly dressed.
Grind the valve seats of all cylinder heads to a true 45-degree angle. Remove only enough stock to clean up pits and grooves or to correct the valve seat
runout. After the seat has been refaced, use a seat width scale or a machinist scale to measure the seat width. Narrow the seat, if necessary, to bring it
within specification.
If the valve seat width exceeds the maximum limit remove enough stock from the top edge or bottom edge or both edges of the seat to reduce the width
to specification.
On the intake and exhaust seats, use a 60-degree angle grinding wheel to remove stock from the bottom of the seat (raise the seats). A 30-degree angle
wheel is used to remove stock from the top of the seats (lower the seats).
The finished valve seat should contact the approximate center of the valve face. It is good practice to determine where the valve seat contacts the face.
To do this, coat the seat with Prussian blue and set the valve in place. Rotate the valve with light pressure. If the blue is transferred to the center of the
valve face, the contact is satisfactory. If the blue is transferred to the top edge of the valve face, lower the valve seat. If the blue is transferred to the