
F 350 4WD Pickup V8-351 5.8L VIN H EFI (1997)
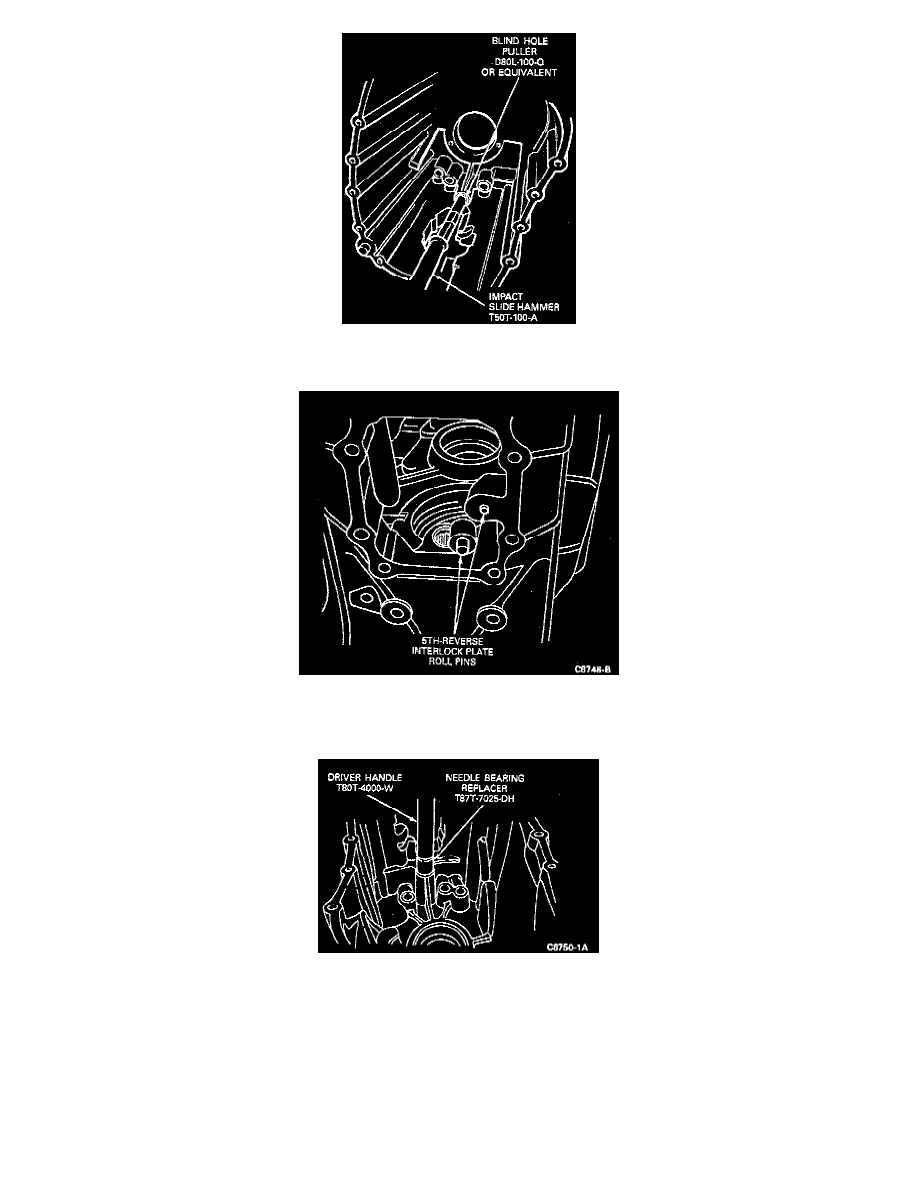
8. If required, remove the central shift rail needle bearing from the case using Impact Slide Hammer T50T-100-A and Blind Hole Puller
D80L-100-Q or equivalent.
ASSEMBLY
1. If they were removed, tap the 5th-reverse interlock plate roll pins into their bores in the case until the bigger one bottoms out (sticks out
approximately 8 mm (0.315 inch); the small one sticks out 4-5 mm (0.158-0.197 inch). Do not allow it to bottom out.
2. Heat the case in the area of the bearing bore of 5th-reverse shift rail to 160° C (320° F) with Rotunda Heat Gun 107-R0300 or equivalent. Drive
the bearing sleeve in with Needle Bearing Replacer T87T-7025-DH and Driver Handle T80T-4000-W until it is flush with the surface of the bore.
3. If removed, install the case plugs into the case. Tighten to 60 Nm (44 Ft lbs.). Both case plugs are of the straight-thread type, which require rubber
sealing rings to prevent leakage. (These torque values apply to a cold case.)