
F 350 4WD Pickup V8-7.3L DSL Turbo VIN F (1994)
Aligning 1st Gear Sleeve, Synchronizer Body And Reverse Gear
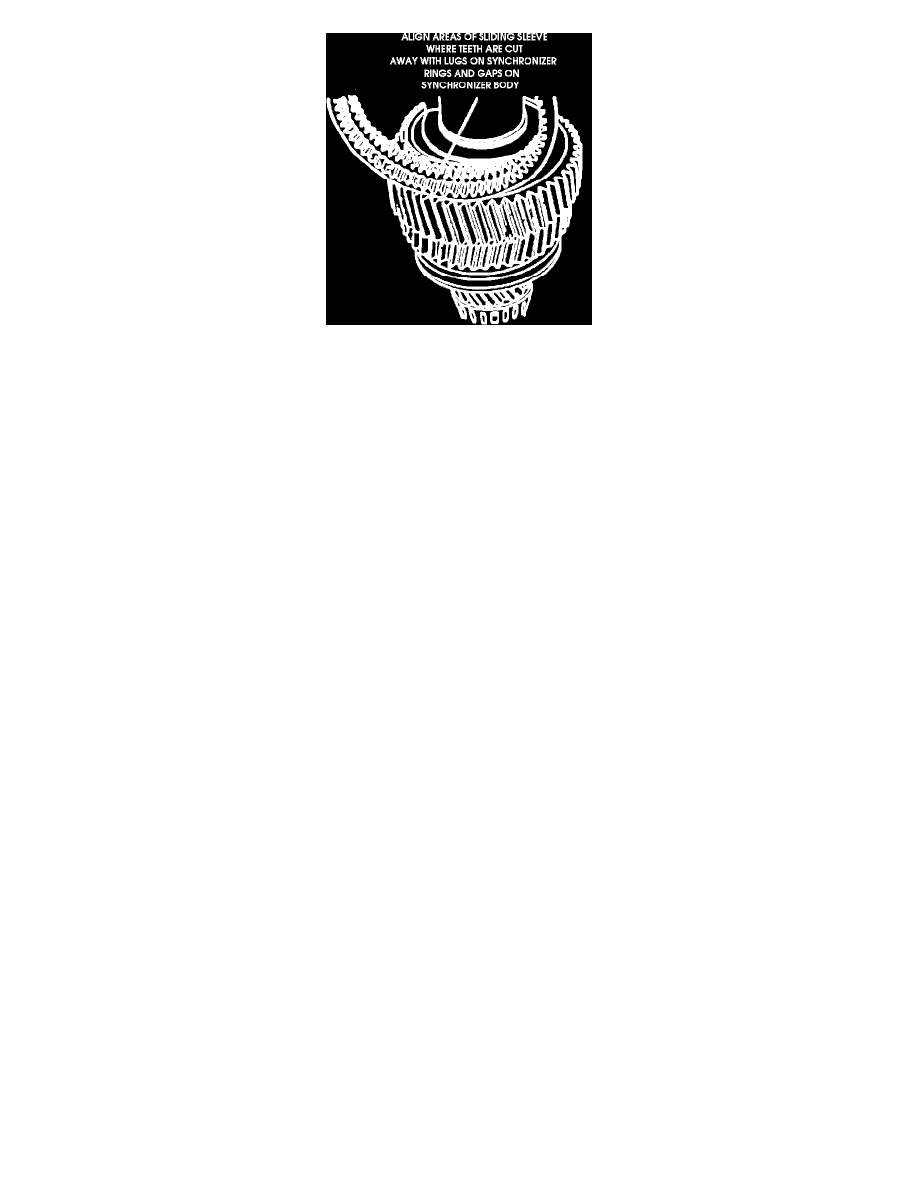
31. Align three cut away positions on sliding sleeve with three gaps on synchronizer body and three lugs on synchronizer ring. Slide sliding sleeve
down until it rests against 1st gear.
32. Insert three compression springs with pressure pieces in recesses of synchronizer body. Prior to installing original springs, check springs for
serviceability.
33. Push back pressure pieces, using a suitable screwdriver, then push in balls and slide pressure pieces until it rests against ball.
34. Place 2nd gear synchronizer ring on 1st/2nd synchronizer body, noting that short lugs on synchronizer ring should be located over gaps in 1st/2nd
synchronizer body.
35. Push synchronizer ring downward while pulling sliding sleeve into center position.
36. Place 2nd gear caged needle roller bearings on mainshaft, then install 2nd gear on mainshaft over needle bearings.
37. Heat thrust washer, using a suitable gear heater to approximately 320° F, ensuring not to heat for more than 15 minutes.
38. Place thrust washer on mainshaft and push down until it seats against stop on mainshaft. If necessary, gently tap washer to fully seat.
39. Heat 3rd gear bearing inner race to approximately 320° F, ensuring not to heat for more than 15 minutes.
40. Place race on mainshaft, then push down until fully seated against shaft stop.
41. Check 2nd gear endplay. Endplay should be 0.006-0.017 inch.
42. After 3rd gear bearing inner race has fully cooled, place 3rd gear needle roller bearings over it.
43. Place 3rd gear over needle roller bearings on mainshaft, ensuring taper of 3rd gear is facing up.
44. Place 3rd gear synchronizer ring on taper of 3rd gear.
45. Heat 3rd/4th synchronizer body, using a suitable gear heater, to approximately 320° F, ensuring not to heat for more than 15 minutes.
46. Position synchronizer body on mainshaft splines, with short lugs on synchronizer ring engaged with gaps on synchronizer body.
47. Push or lightly tap synchronizer body down, until it stops against synchronizer ring. Ensure recess in synchronizer body faces up.
48. Install a suitable snap ring, on mainshaft next to 3rd/4th synchronizer body.
49. Clearance between snap ring and synchronizer body should be 0.004 inch or less. Ensure snap ring is free of burrs prior to measuring clearance.
50. Check 3rd gear endplay. Endplay should be 0.006-0.014 inch.
51. Position sliding sleeve over synchronizer body, with smaller of two grooves facing down.
52. Align three cut away positions on sliding sleeve with three gaps on synchronizer body and three lugs on synchronizer ring. Slide sliding sleeve
down until it rests against 3rd gear.
53. Push back pressure pieces, using a suitable screwdriver, then push in balls and slide pressure pieces until it rests against ball.
54. Place 4th gear synchronizer ring on synchronizer body, noting that short lugs on synchronizer ring should be located over gaps in 3rd/4th
synchronizer body.
55. Push synchronizer ring downward while pulling sliding sleeve into center position.
56. Heat inner race of mainshaft front taper roller bearing, using suitable gear heater to approximately 320° F, ensuring not to heat for more than 15
minutes.
57. Place bearing on mainshaft, until it seats against its stop on mainshaft.
NOTE: An alternate method to the previous step, is to press bearing on, using bearing cone replacer tool No. T85T-4621-AH or equivalent.