
F 550 2WD Super Duty V8-7.3L DSL Turbo VIN F (2002)
Part 2
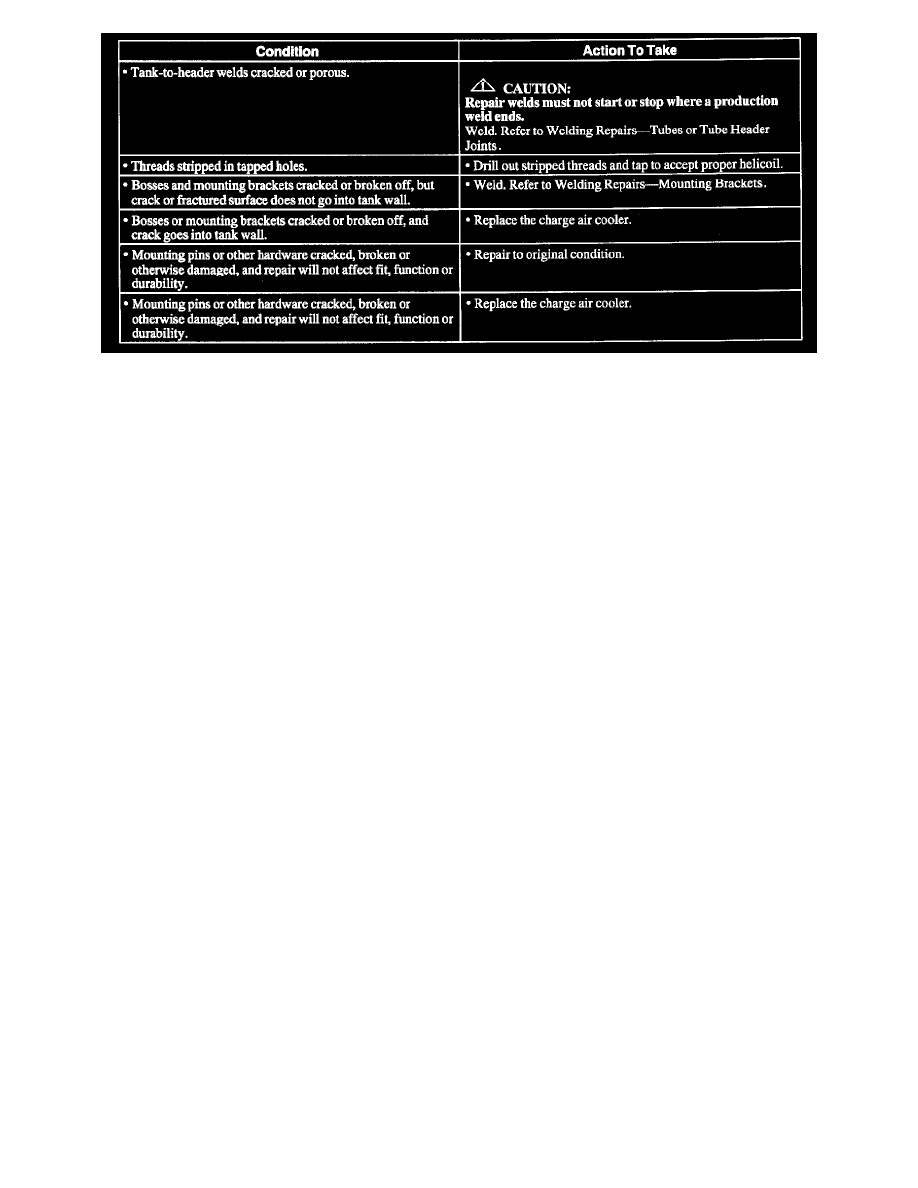
2. Refer to the Charge Air Cooler Cross-Reference Chart to determine if the damage is repairable and what types can be made.
Welding Repairs - Tanks
1. All surfaces to be welded must be free of all paint, oil, grease, water and other foreign matter in the area so the weld repair will adhere to the
bare aluminum and will not be contaminated.
2. Heat the crack(s) to chase the ends until they stop.
3. Weld-fill the crack and continue the bead approximately 25 mm (1 in) past the ends of the crack.
^
Use a suitable MIG welder.
4. Wire brush and grind any excess weld material to blend the weld with the tank surface.
5. Clean the charge air cooler.
Welding Repairs - Sidemembers
1. All surfaces to be welded must be free of all paint, oil, grease, water and other foreign matter in the area so the weld repair will adhere to the
bare aluminum and will not be contaminated.
2. Cut a V-shaped groove along the length of the crack to a depth equal to the member thickness.
3. Weld-fill the groove.
^
Use a suitable MIG welder.
4. Wire brush and grind any excess weld material to provide a flat surface.
5. Clean the charge air cooler.
Welding Repairs - Mounting Brackets
1. All surfaces to be welded must be free of all paint, oil, grease, water and other foreign matter in the area so the weld repair will adhere to the
bare aluminum and will not be contaminated.
2. Tack-weld the bracket in place.
^
This will retain the bracket in its correct orientation.
^
Use a suitable MIG welder.
CAUTION: Care must be taken not to melt the fins or the tube-to-header braze joint. If welding near the core, shield the core with a large
steel plate. This will protect it from sparks and weld splatter and will act as a heat sink.
3. Weld the bracket in place.
^
Use a suitable MIG welder.
4. Allow the bracket to air-cool.
5. Check the bracket alignment.
6. Clean the charge air cooler.
Welding Repairs - Tubes or Tube Header Joints
1. All surfaces to be welded must be free of all paint, oil, grease, water and other foreign matter in the area so the weld repair will adhere to the
bare aluminum and will not be contaminated.
2. Weld the tube or tube header joint.
^
Use a suitable MIG welder.