
Mustang GT V8-4.6L SOHC VIN X (1998)
Piston: Testing and Inspection
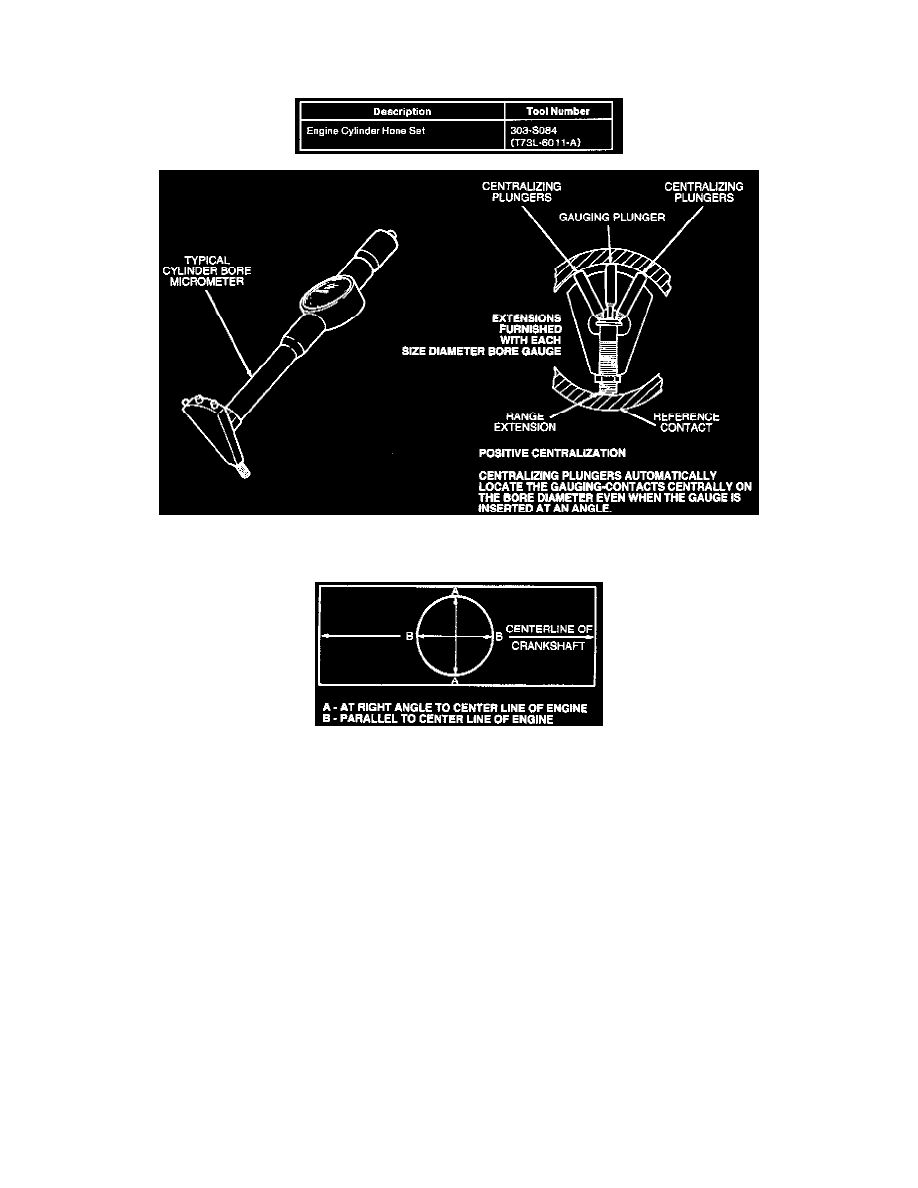
Piston to Cylinder Clearance
NOTE: Cylinder bore must be clean and dry, and cylinder block must remain at room temperature 21°C (70°F) for eight hours before taking cylinder
measurements. Cylinder Bore Diameter Micrometer
Measure cylinder bore diameter in two directions, A and B as shown.
Measure cylinder bore diameter in both directions at 12.70 mm (0.5 inch) below top of cylinder block deck.
Measure cylinder bore diameter in both directions at 12.70 mm (0.5 inch) above top of the piston with the piston at its lowest point of travel in the
cylinder block bore.
The cylinder bore service limit equals the average of measurements A and B when measured at the center of the piston travel.
The cylinder bore taper equals the difference between measurements A at top and B at bottom of cylinder bore.
The cylinder bore out-of-round equals the difference between measurements A and B when measured at the center of the piston travel.
Measure the piston outer diameter to obtain the specific clearance. It may be necessary periodically to use another piston (within the same grade size)
that is either slightly larger or smaller to achieve the specified clearance.
If the taper, out-of-round and piston-to-cylinder bore clearance conditions of the cylinder bore are within specified limits, new piston rings will work
well.
If installing new piston rings in a used cylinder that has not been refinished, remove the cylinder wall glaze only using spring-loaded Engine Cylinder
Hone Set 303-S084 (T73L-6011-A). Remove only if there is no visible sign of cross-hatch markings on the cylinder walls. Always clean the cylinder
bore thoroughly with detergent and water solution.
1. NOTE: After any refinishing operation, allow cylinder bore to cool. Make sure piston and bore are clean and dry before piston fit is checked.