
Ranger 4WD L4-140 2.3L SOHC (1984)
3.
Install new preload shims over pinion. Install outer pinion bearing cone and oil slinger. Assemble end yoke, washer, deflector and slinger onto
pinion shaft and align assembly. Install a new pinion nut and torque to 200---220 ft. lbs. on except model 60 monobeam type axle or 240-300 ft.
lbs. on model 60 monobeam axle.
4.
Rotate pinion nut with an inch-pound torque wrench. Rotating torque should be 20---40 inch lbs. on except model 28 axle or 10 inch lbs. on model
28 axle. To increase preload, remove shims. To decrease preload, add shims.
5.
Install bearing caps and torque to 80---90 ft. lbs. on except model 28 axle or 35---40 ft. lbs. on model 28 axle.
6.
Install suitable final check gauge block onto top of the pinion button under the gauge tube. Place thumb on the gauge block to ensure block is
level.
7.
Insert feeler gauges between gauge tube and final check gauge block until a slight drag is felt.
8.
On except model 28 axles, the reading should be .020 inch added to the drive pinion etching, which could be plus (+) or minus (-) - ) with a
tolerance of .002 inch. On model 28 axles (for example), if original pinion is etched (+) 4 (m + 10), and the new pinion is etched ``0'', then a new
selective slinger is .004 inch thicker than the original selective oil slinger. If the original pinion is ``0'' and the new pinion is etched (+) 3 (m + 8),
the new selective slinger should be .003 inch thinner than the original slinger.
9.
With drive pinion at the correct depth, remove yoke, washer and nut.
10.
Coat oil seal with suitable lubricant. Install drive pinion oil seal. After installation, ensure garter spring did not pop out. If garter spring pops out,
remove and replace seal.
11.
Install yoke. Install washer and nut. Tighten nut to 200---220 ft. lbs. on except model 60 monobeam axle or 240-300 ft. lbs on monobeam type
axle.
Depth Gauge Check
If any of the gauge surfaces become nicked, the high spots should be removed using an oil stone.
1.
Install a new rear pinion bearing over a suitable aligning adapter, then position into the pinion bearing retainer assembly.
2.
Place front of pinion bearing into the bearing cup, then assemble the handle onto the screw and hand tighten. The square drive in the handle of
the tool is to be used for obtaining the proper pinion bearing preload. Set preload to 20---40 inch lbs.
3.
Center suitable gauge tube into the differential bearing bore, then install the differential bearing caps.
4.
Using a feeler gauge tool or shims, select the thickest shim that will enter between the gauge tube and gauge block. Insert feeler gauge directly
along the gauge block to ensure a correct reading. If the service pinion gear is marked with a plus (+) reading, this amount should be
subtracted from the thickness dimension obtained in step 4. If the service pinion gear is marked with a minus (-) - ) reading, this amount
should be added to the thickness dimension obtained in step 4.
5.
Remove inner pinion bearing cup and install the correct number of shims in the carrier bore.
6.
Install bearing cup and oil slinger, if equipped, on the pinion, then press on bearing using a suitable tool. If a baffle or slinger is used, replace
with a new one during assembly.
Drive Pinion and Bearing Retainer
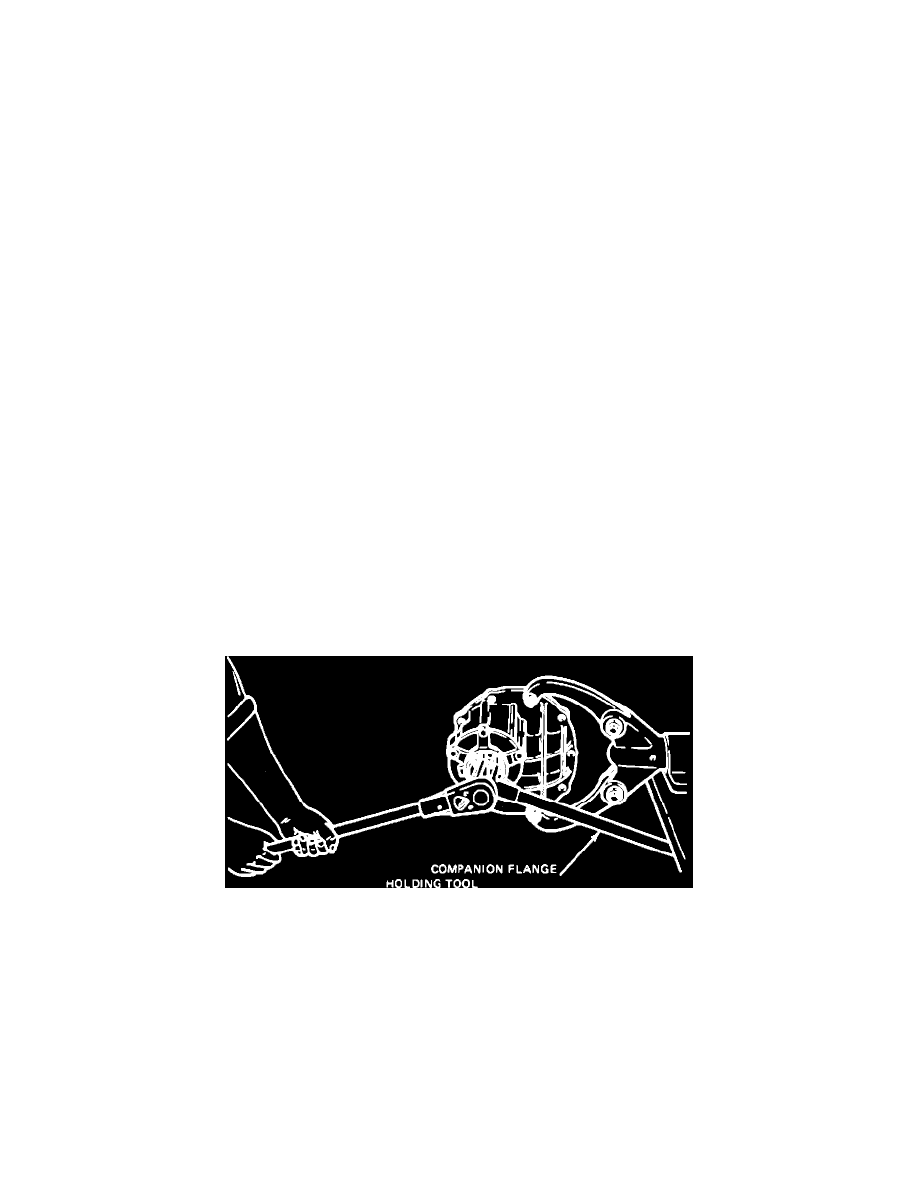
Fig. 3 Removing Pinion Shaft Nut