| Removal and Installation Measurement and alignment angle system | | -
Repair parts - Side member with fender apron panel
- Upper suspension strut mounting reinforcement
- Fender apron panel reinforcement
- Strut tower reinforcement
- Axle mounting reinforcement
| Removal NOTE:In order to prevent body distortion while performing repairs, the body must be stabilised on an alignment angle system. | | -
General Notes - The fender, fender apron panel reinforcement, hood latch panel and front crossmember are removed before commencing the repair.
- Required removal operations: Driver seat, crash padding, A-pillar trim panel, drive units and front-axle half.
- Move carpets and wiring out of the working area.
| | | -
NOTE:The additional repair parts required for the side member with fender apron panel must be installed on the side member/fender apron panel and welded in. Overview of additional repair parts required - Upper suspension strut mounting reinforcement.
- Fender apron panel reinforcement.
- Strut tower reinforcement.
- Axle mounting reinforcement.
| | | -
Side member with fender apron panel | | | -
Side member with fender apron panel - Mill out the spot welds.
- Mill out the spot welds (two panel thicknesses).
- Grind out the spot welds.
- Grind out the weld seam.
| Installation NOTE:The side member extension must be drilled out before the new part is installed. | | -
Side member with fender apron panel - Drill out the side member extension and drill holes for puddle welding (each 10 mm in diameter).
| | | -
Side member with fender apron panel - Drill out the side member extension and drill holes for puddle welding (each 10 mm in diameter).
- Grind out the weld seam.
| - Before resistance spot welding of body panels with a total panel thickness of 3 mm and greater, the welding equipment instructions contained in sub-section 501-25A must be followed.
- Before installing the side member with fender apron panel, the axle mounting and upper suspension strut mounting reinforcements must be fixed in position at the top of the alignment angle.
- For greater accessibility with regard to the welding electrodes, the strut tower reinforcement is welded in last.
| | -
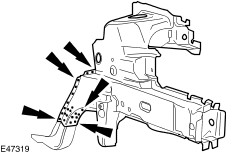
NOTE:The welds on the axle mounting reinforcement (pos. 2 and 3) must be repeated on the rear (the area which is not visible from the front). Side member with fender apron panel - Puddle weld.
- Resistance spot weld.
- Continuous MIG weld.
| | | -
Side member with fender apron panel and reinforcements - Resistance spot weld.
- Intermittent MIG weld.
| | | -
Strut tower reinforcement | | | -
NOTE:In sandwich joints (where the new part is located behind the pre-drilled panels), the new part must be drilled through one panel thickness before puddle welding. Side member with fender apron panel - Resistance spot weld.
- Puddle weld.
- Continuous MIG weld.
| | |