
Thunderbird V8-4.6L VIN W (1997)
Valve Seat: Service and Repair
CAUTION:
Valve Lapping
The interference angle of the valve and seat should not be lapped out.
Check Valve Clearance (Lash)
If the valve and/or valve seat has been refaced, it will be necessary to check the clearance between the rocker arm bearing surface or valve
tappet surface (depending upon application) and base circle of the camshaft lobe with the valve train installed in the engine.
Refacing Valves
Refacing of the valve seat should be closely coordinated with the refacing of the valve face so that the finished seat and valve face will be
concentric and the specified interference angle will be maintained. This is important so that the valve and seat will have a compression-tight fit.
Make sure refacer grinding wheels are properly dressed.
PROCEDURES
Refacing the Valve Seat
Grind the valve seats to a true 45° angle. Remove only enough stock to clean up pits and grooves or to correct the valve seat runout. After the
seat has been refaced, inspect valve seat contact width and valve seat contact.
VALVE SEAT CONTACT
The center of the valve face should contact the valve seat in approximately the center. Lower the valve seat as required with a 30° stone valve seat
cut.
VALVE SEAT CONTACT WIDTH
After correcting valve seat contact, the valve seat will almost always be too wide, so some narrowing is usually necessary. If contact is correct but
the valve seat is too wide, trim the bottom of the valve seat. Use one of the following stones:
Intake: 77°.
Exhaust: 70°.
The final valve seat width should be:
All ................................................................................................................................................................... 1.9-2.1 mm (0.0748-0.0827 inch).
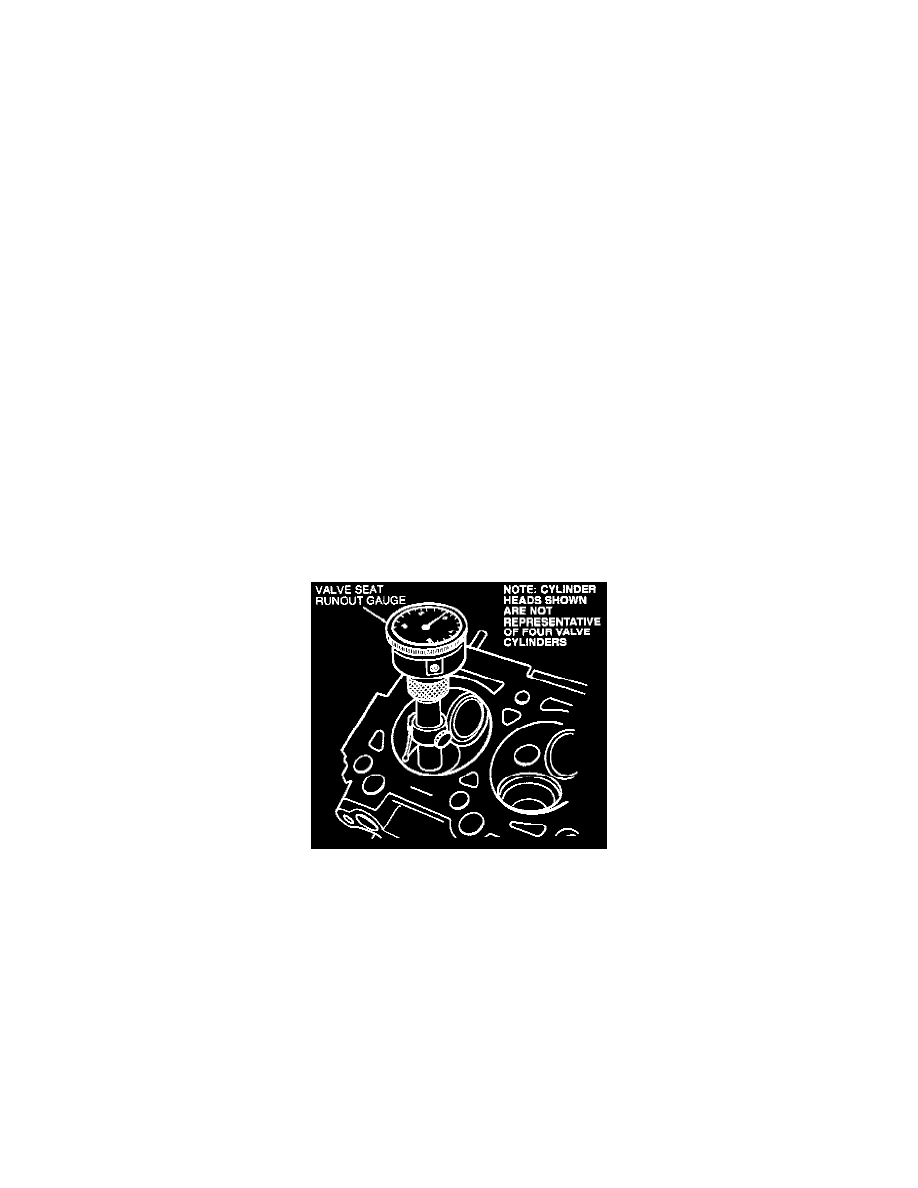
VALVE SEAT RUNOUT
^
Before installing the intake valves and exhaust valves into the cylinder head, check the valve seat runout.
^
The seat face runout should not exceed 0.076 mm (0.003 inch).
^
Check the valve seat runout with a Valve Seat Runout Gauge as illustrated. Follow the instructions of the gauge manufacturer. If the runout
exceeds the wear limit, reface the valve and valve seat.
^
If the valve seat runout is excessive and/or it is necessary to remove pits and grooves, reface the valve seat to a true 44.47° angle. Remove only
enough stock to correct the runout or to clean up the pits and grooves.