
C 1500 Truck 2WD V8-305 5.0L VIN M SFI (1996)
gear side.
7. Remove differential bearing from ring gear side, then install proper amount of shims and reassemble bearing.
8. Remove differential bearing from opposite side of ring gear. Subtract size of shim pack installed on ring gear side of case from reading obtained in
step 11 of Overhaul procedure. Refer to Overhaul. See: Overhaul
Add an additional 0.015 inch to this figure to compensate for preload and backlash.
9. Assemble proper amount of shims as indicated in step 8, then install side bearing.
Fig. 3 Differential Carrier Spreading.
10. Spread differential carrier, Fig. 3, then install differential bearing outer races and position differential case into carrier.
11. Install differential bearing caps and tighten cap screws finger tight.
12. Rotate differential assembly and tap case with a soft-faced hammer to seat case in carrier.
13. Remove spreader tool and torque cap bolts to 85 ft. lbs.
14. Install dial indicator and check ring gear backlash at four equidistant points on the ring gear. Backlash must measure 0.004-0.009 inch and must
not vary more than 0.002 inch between checking points. If backlash is not within specifications, adjust differential bearing shim pack as necessary.
15. Ensure ring gear teeth are clean and free from oil, then coat drive and coast face of each tooth with suitable marking compound.
16. Apply braking force to ring gear, then turn pinion to rotate ring gear one complete revolution in each direction. Accurate contact pattern cannot
be obtained unless gears are "loaded" when rotated.
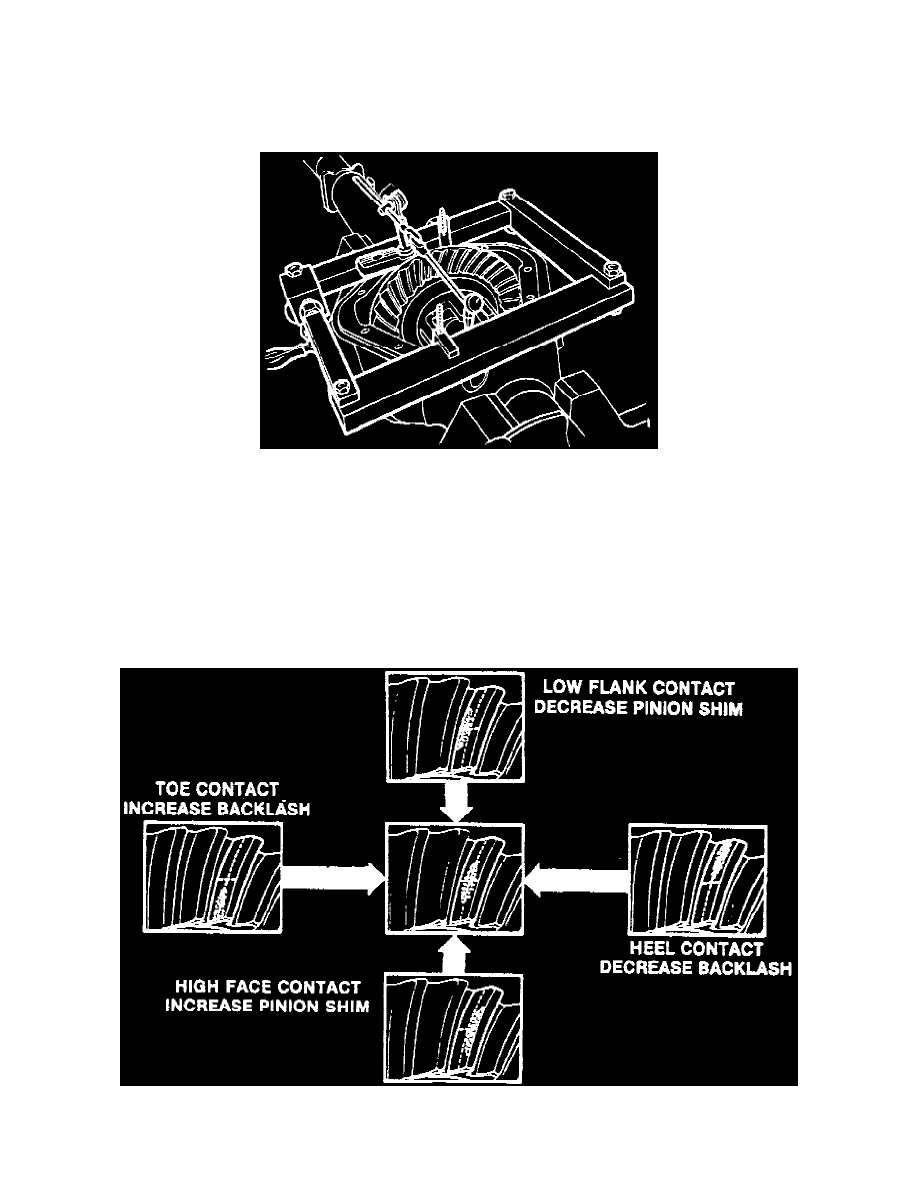
Fig. 6 Gear Tooth Contact Pattern Check.