
Canyon 2WD L5-3.5L VIN 6 (2004)
8.
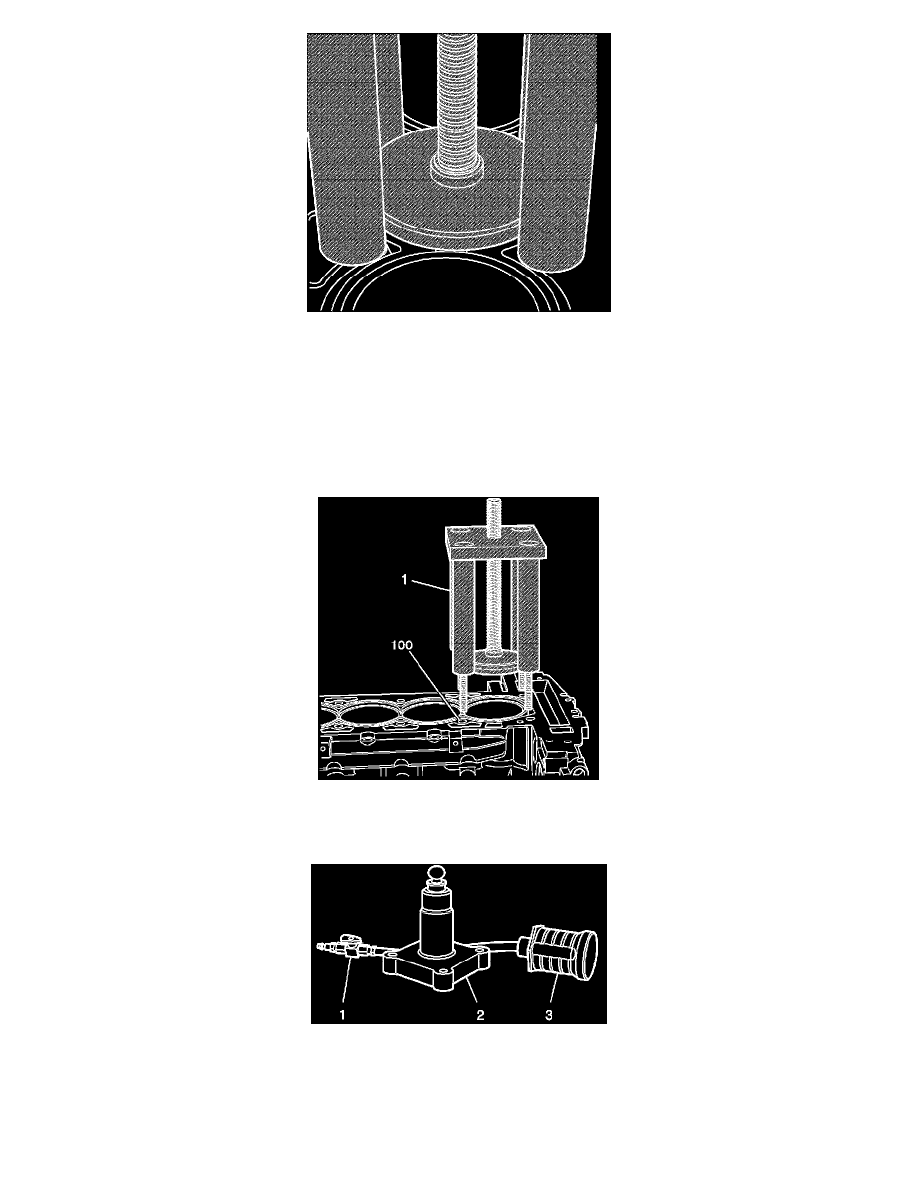
Using a ratchet, rotate the threaded shaft of fixture EN 45680-401/cylinder bore sleeve installer EN 45680-403 assembly (1) in order to install the
cylinder bore sleeve (117) into the engine block (100).
9.
Do not completely seat the cylinder bore sleeve in the block. Leave approximately 1/16 inch (1.6 mm) of the cylinder bore sleeve above the
surface of the cylinder block.
10.
Using a torque wrench, torque the threaded shaft of the fixture EN 45680-401/cylinder bore sleeve installer EN 45680-403 assembly to 102 N.m
(75 lb ft) in order to completely seat the cylinder bore sleeve in the cylinder block. With the cylinder bore sleeve properly installed, a minimal
portion of the cylinder bore sleeve flange will protrude above the block deck surface.
11.
Remove the fixture EN 45680-401/cylinder bore sleeve installer EN 45680-403 assembly (1) from the cylinder block (100).
Cylinder Sleeve Trimming
^
EN 45680-865 Debris Collector (3)
^
EN 45680-411 Trim Tool Assembly (2)
^
Air Control Valve (1 - Part of EN 45680-411