
S15/T15 Sonoma P/U 2WD L4-2.2L VIN 4 (1995)
10.
Reinstall differential assembly, shims and bearing caps, torque bearing cap bolts to 55 ft. lbs., then recheck backlash and adjust as needed.
11.
If side bearing preload was set to zero during side bearing preload adjustment, proceed as follows:
a. Remove both bearing caps and shim packs, keeping shim packs in respective left or right positions.
b. Select shim .004 inch thicker than one removed from left side, insert shim between left bearing race and spacer, then install left bearing cap
with bolts hand tight.
c. Select shim .004 inch thicker than one removed from right side and install shim between right bearing race and spacer using suitable driver.
d. Install right bearing cap and torque all cap bolts to 55 ft. lbs.
12.
Ensure that ring gear teeth are clean and free from oil, then coat both drive and coast side of each tooth with suitable marking compound.
13.
Apply braking force to ``load'' ring gear, then rotate driveshaft yoke with wrench so that ring gear rotates one full revolution in each direction.
Test
made without ``loading'' gears will not yield satisfactory pattern, and excessive rotating of gears is not recommended.
14.
Compare gear tooth pattern with
Fig. 19, and correct assembly adjustments as needed.
15.
When proper gear tooth contact pattern has been obtained, clean marking compound from gears, install cover and new gasket and fill housing with
specified lubricant.
Cleaning & Inspection
1.
Clean components in suitable solvent and blow dry with compressed air, noting the following:
a. Do not use brush when cleaning bearings.
b. Do not ``spin dry'' bearings, as bearings will be damaged.
c. Lightly lubricate components after cleaning to retard corrosion.
d. Keep all components in order to ensure proper assembly.
2.
Inspect gears for cracks, chipped teeth, wear and scoring, and damaged bearing or mounting surfaces. Replace gears that are damaged or
excessively worn.
Ring gear and pinion must be replaced as an assembly.
3.
Inspect differential case for cracks, damage, worn side gear bores and scored bearing surfaces and replace as needed.
4.
Inspect housing for scored bearing mount surfaces, cracks and distortion, and replace as needed.
5.
Inspect bearing rollers and races for pitting, scoring, overheating and damage.
6.
Mate bearing with race and check operation.
7.
Replace any bearing that is damaged, excessively worn or that fails to operate smoothly.
8.
Mount differential case along with side bearings and ring gear in housing, and check runout with side bearings adjusted for zero preload and
suitable dial indicator positioned against machined edge of ring gear.
9.
If runout exceeds .003 inch, and gear cannot be repositioned to eliminate runout, ring gear and/or case should be replaced.
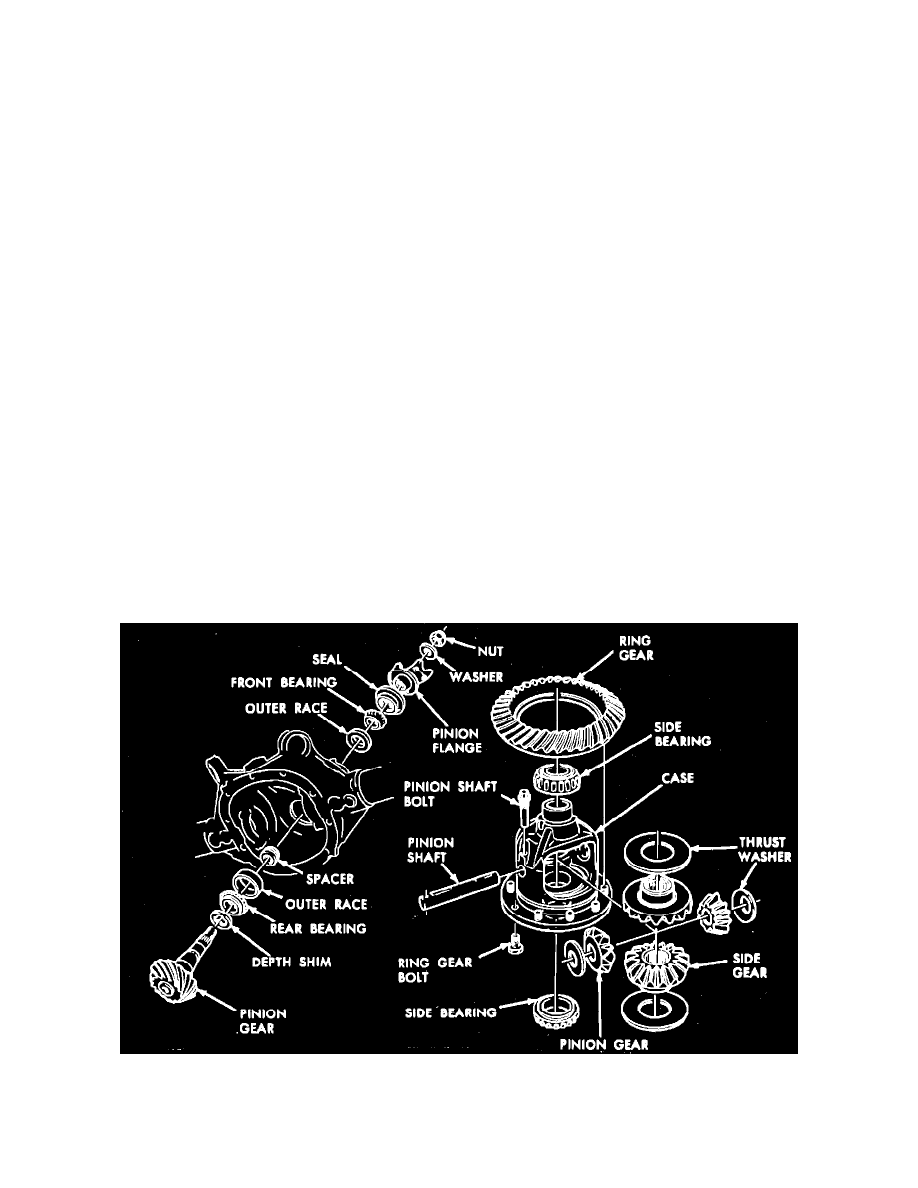
Standard
Fig. 2 Standard differential assembly exploded view
1.
If side carrier bearings are to be replaced, remove bearings using suitable puller.
2.
Remove differential pinion shaft lock bolt and the pinion shaft,
Fig. 2.