
Wrangler 2WD V6-3.8L (2008)
1. When refacing valve seats, it is important that the correct size valve guide pilot be used for reseating stones. A true and complete surface must be
obtained.
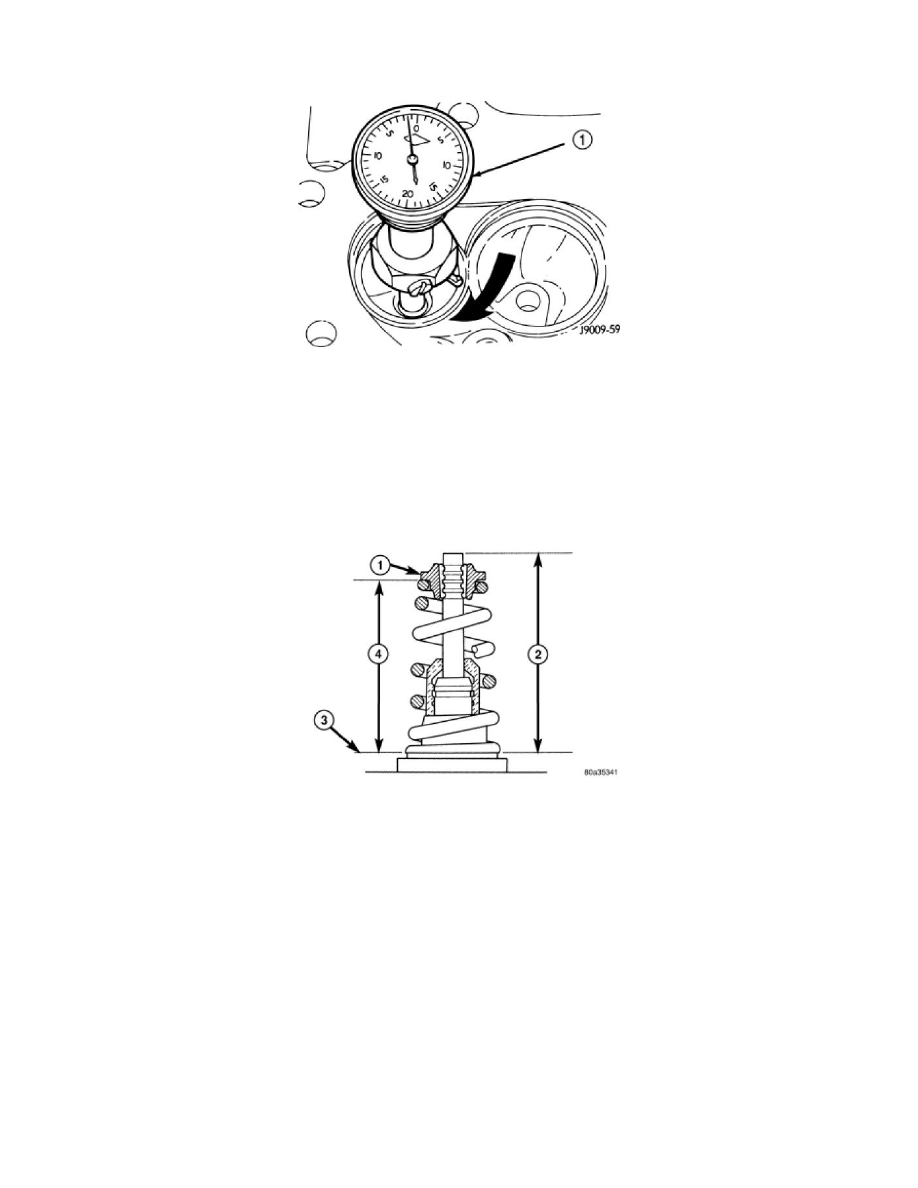
2. Measure the concentricity of valve seat using dial indicator. Total runout should not exceed 0.051 mm (0.002 in.) total indicator reading.
3. Inspect the valve seat using Prussian blue to determine where the valve contacts the seat. To do this, coat valve seat LIGHTLY with Prussian blue
then set valve in place. Rotate the valve with light pressure. If the blue is transferred to the center of valve face, contact is satisfactory. If the blue
is transferred to top edge of valve face, lower valve seat with a 15 degree stone. If the blue is transferred to the bottom edge of valve face raise
valve seat with a 65 degrees stone.
NOTE: Valve seats which are worn or burned can be reworked, provided that correct angle and seat width are maintained. Otherwise
cylinder head must be replaced.
4. When seat is properly positioned the width of intake and exhaust seats should be 1.50-2.00 mm (0.059-0.078 in.).
5. After grinding the valve seats or faces, install the valve in cylinder head and check valve installed height by measuring from valve tip to spring
seat. Remove valve from cylinder head and grind valve tip until within specifications. Check valve tip for scoring. The tip chamfer should be
reground (if necessary) to prevent seal damage when the valve is installed.
6. Check the valve spring installed height after refacing the valve and seat.If valves and/or seats are reground, measure the installed height of
springs , make sure measurements are taken from top of spring seat to the bottom surface of spring retainer. If height is greater than
specifications, install a 0.794 mm (0.0312 in.) spacer in head counterbore to bring spring height back within specifications.
Cleaning
CLEANING
1. Clean all valves thoroughly and discard burned, warped and cracked valves.
Inspection
INSPECTION
VALVES