
Continental V8-302 5.0L (1984)
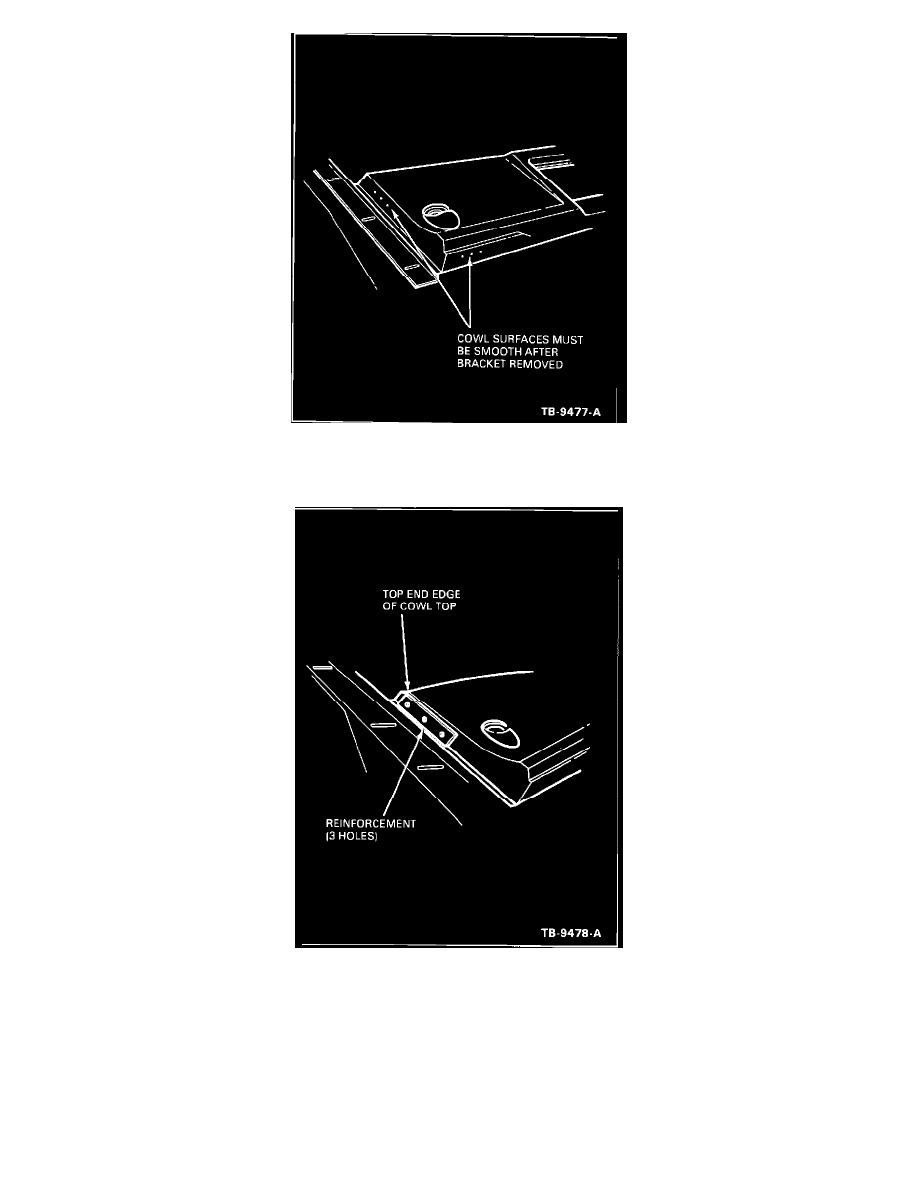
FIGURE 2
10.
Using a die grinder, clean the burrs from the cowl area, Figure 2.
FIGURE 3
11.
Position the new service reinforcement with three (3) holes on the cowl top panel, Figure 3.
12.
Using the three (3) holes in the reinforcement, center punch the cowl top panel.
NOTE:
The reinforcement must be even with the end edge of the cowl top.