
B3000 SE Regular Cab 2WD V6-3.0L OHV (2002)
Frame: Service and Repair
FRAME MAINTENANCE
Rivet Removal
CAUTION: Do not drill outside the rivet into the frame as that will weaken the frame.
NOTE: Rivets that are removed will be replaced with the next larger size bolts.
1. Drill a 3.17 mm (1/8-inch) pilot hole through the rivet.
2. Drill a 8.73 mm (11/32-inch) hole through the rivet.
3. Remove the rivet head.
4. Drive out the rivet with a punch.
5. Remove the support.
Rivet Replacement
NOTE: Rivets that are removed will be replaced with the next larger size bolts.
CAUTION: Drill only where a rivet was removed.
1. Drill a bolt hole in the support and the frame.
-
Line drill a hole the size of the bolt through the old rivet hole. For example, use a 1/2-inch drill for 7/16 diameter rivets.
2. Position the support.
3. Insert the bolts, nuts and washers (Property Class 9.8 metric [Grade 8]) in the drilled holes.
4. Tighten the bolts.
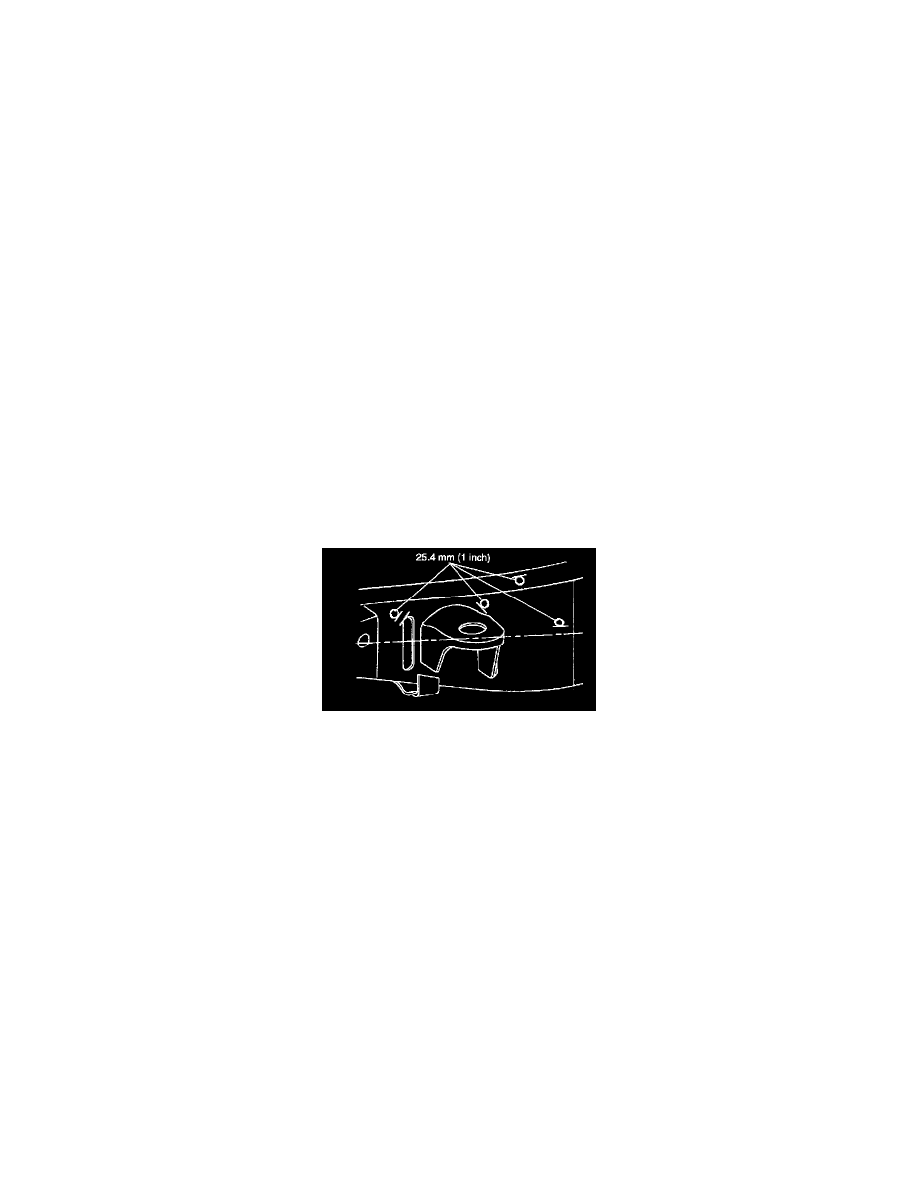
Drilling Precautions
1. If a hole must be drilled in the frame, make sure the hole meets the following requirements:
-
The hole is at least the specified distance from the edge of the nearest hole.
-
The edge of the drilled hole is at least the specified distance from the edge of the flange.
-
The hole is at least the specified distance above the frame centerline.
-
The drilled hole is at least the specified distance from any other existing bracket or component of the frame.
Welding Precautions
1. If welding must be done on a frame, make sure the following requirements are met:
-
If the frame is attached to the vehicle, the negative battery cable must be disconnected before using any electrical welding equipment.
-
Do not use gas welding equipment; arc welding is the only approved method.
-
Use a temperature-indicating crayon to ensure that the temperature does not exceed 750 °C (1400 °F).
-
Replace spot-welded components by spot welding where possible. If spot welding is not possible, use puddle welding.
Frame Straightening
WARNING: Straightening of front frame rail convolute is prohibited.
1. When straightening the frame, make sure the following requirements are met:
-
If heat is needed to straighten a frame member, keep the temperature below 650 °C (1200 °F) (a dull red glow).
-
Heat should be kept to a minimum area so that the hardness of the metal will not be affected.
-
Straightening should only be attempted on frames that fail to meet specifications of the diagonal checking method or where damage is
apparent. See BODY MISALIGNMENT INSPECTION and See UNDERBODY MISALIGNMENT INSPECTION.
-
Straightening should be limited to parts which are not severely bent.