
B3000 SE Regular Cab 2WD V6-3.0L OHV (2002)
Wheel Hub: Testing and Inspection
WHEEL HUB BOLT CIRCLE RUNOUT
Note: The brake discs/drums must be removed to perform all runout measurements.
1. Position the Dial Indicator with Bracketry perpendicular to the wheel hub or axle flange bolt, as close to the hub or flange face as possible. Zero
the indicator to allow the pointer to deflect either way.
2. Rotate the hub or flange until the next bolt is contacted, Record the measurement and continue until each bolt is checked. The difference between
the maximum and minimum contact readings will be the total wheel hub or axle flange bolt pattern runout. The runout must not exceed 0.38 mm
(0.015 inch).
AXLE FLANGE CIRCLE RUNOUT
Note: If the axle shaft assembly is removed, check runout of the shaft itself. The forged (unmachined) part of the shaft is allowed to have as much as
3.0 mm (0.120 inch) runout. This alone will not cause a vibration condition.
1. Position the Dial Indicator with Bracketry on the wheel hub or axle flange face, as close to the outer edge as possible. Zero the indicator to allow
the pointer to deflect either way.
2. Rotate the hub or flange one full turn and note the maximum and minimum readings. The difference between the maximum and minimum readings
will be the total face runout. The runout must not exceed 0.127 mm (0.005 inch).
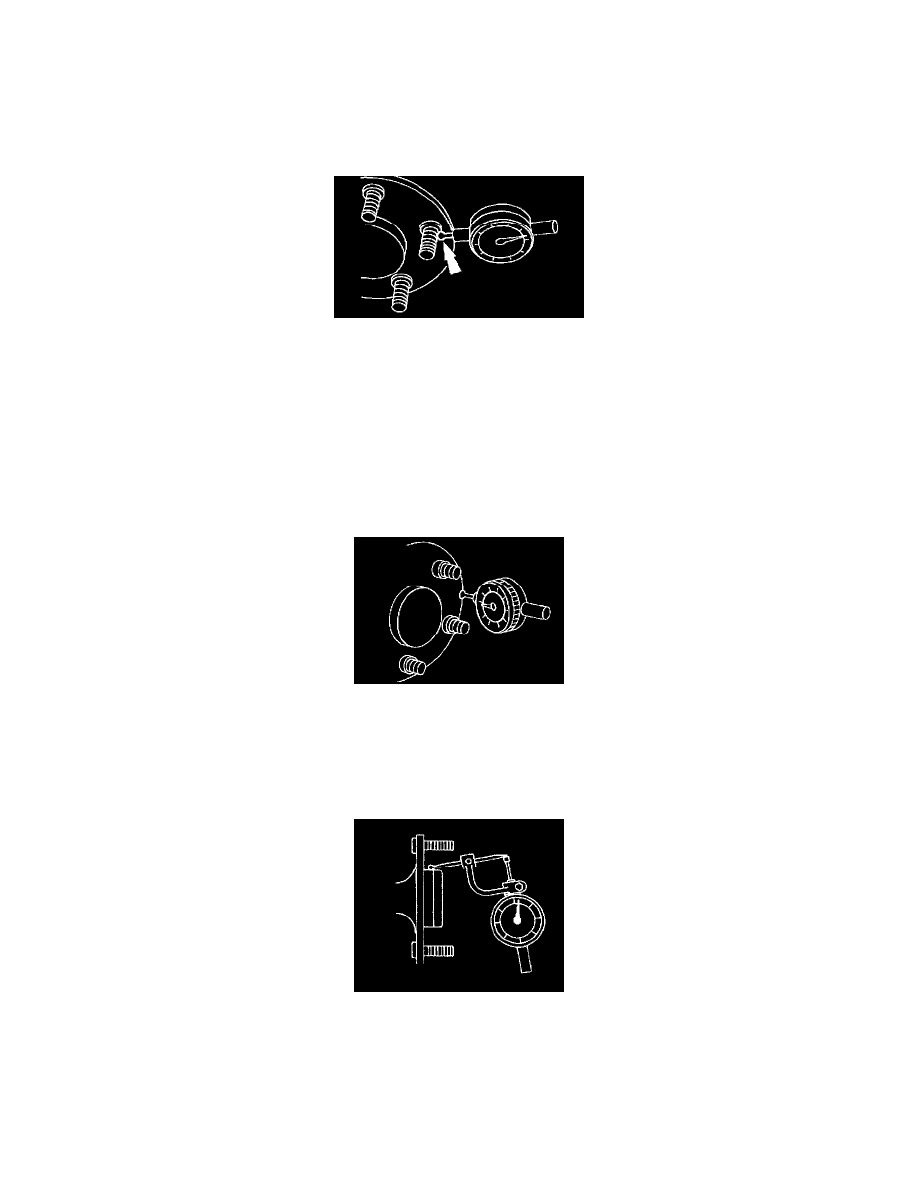
PILOT RUNOUT
1. Position the Dial Indicator with Bracketry with Clutch Housing Alignment Adapter ST 308-021 to the pilot, as close to the hub or axle flange face
as possible. Zero the indicator to allow the pointer to deflect either way.
2. Rotate the hub or flange one full turn and note the maximum and minimum readings. The difference between the maximum and minimum readings
will be the total pilot runout. Pilot runout must not exceed 0.15 mm (0.006 inch).