
Sable V6-3.0L VIN U (1999)
Crankshaft Main Bearing: Service and Repair
Crankshaft Main Bearings-Fitting
Cleaning and Inspection
Cleaning
Identify reusable bearings so they can be installed in their original locations.
CAUTION: Do not scrape gum or varnish deposits from the bearings or damage., to the bearings may occur.
Clean the bearings and caps thoroughly in solvent and dry them with compressed air.
Inspection
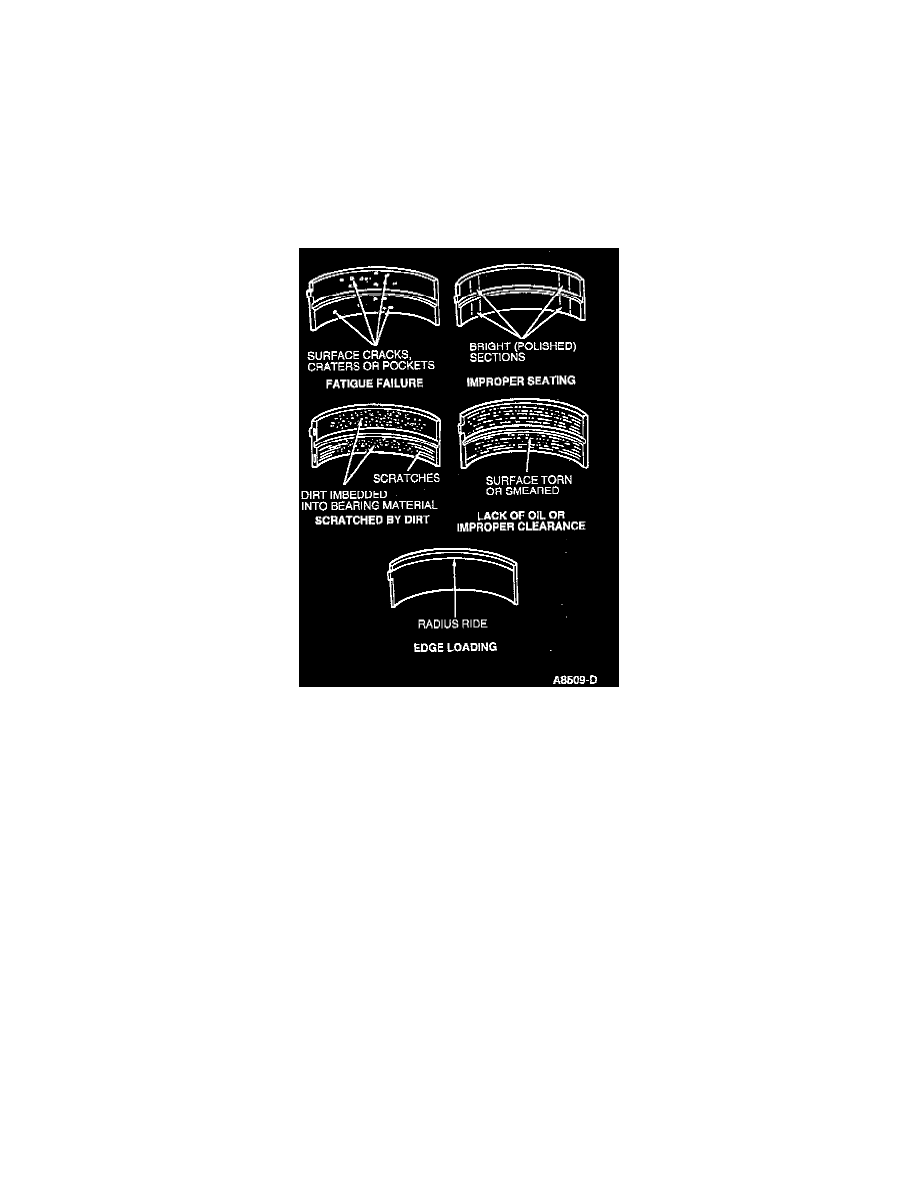
Inspect each bearing carefully. Replace bearings that have scored, chipped or worn surfaces. Typical examples of unsatisfactory bearings and their
causes are shown in the following illustration on 3.0L (2V) and 3.0L (4V) engines which use aluminum bearings. The copper-lead bearing base may
be visible through the bearing overlay on and 3.4L SHO engines. The bearing is aluminum. If the base showing is less than 20 percent of the total area,
the bearing is not excessively worn. It is not necessary to replace the bearing if the bearing clearance is within recommended limits. Check the
clearance of bearings that appear to be satisfactory with Plastigage 303-D031 (D81L-6002-13) or equivalent.
Fitting
3.0L (4V) and 3.4L SHO Engines
1. Clean crankshaft journals. Inspect journals and thrust faces for nicks, burrs or roughness that would cause premature bearing wear.
2. CAUTION: To maintain proper main bearing bore alignment, the lower cylinder block must be loosened and tightened as a unit.
If crankshaft main journals are not damaged or worn excessively, use select-fit codes on cylinder block and crankshaft with the select-fit grade
chart to determine appropriate replacement grade for the crankshaft main bearings.
3. If crankshaft journals are worn or damaged, replace crankshaft and use select-fit grade chart to determine appropriate replacement grade for the
crankshaft main bearings.
Plastigage Method
3.0L (2V) Engine
1. Clean crankshaft journals. Inspect journals and thrust faces (crankshaft thrust main bearing for nicks, burrs or bearing pickup that would cause
premature bearing wear. When replacing standard bearings with new bearings, fit the bearing to minimum specified clearance. If the desired
clearance cannot be obtained with a standard bearing, try one-half of a 0.025 mm (0.001 inch) or 0.050 mm (0.002 inch) undersize in combination
with a standard bearing to obtain the proper clearance.
2. CAUTION: Do not position jack under crankshaft pulley. Crankshaft post damage will result.