
900 L4-1985cc 2.0L DOHC (1986)
Crankshaft Main Bearing: Testing and Inspection
NOTE:
^
Before the bearing clearance is measured in conjunction with the fitting of new bearings, the crankpin out-of-round (ovality) and taper must be
checked.
^
Bearing clearance should be measured with Plastigage, part No. (45) 30 06 558, or equivalent, available in three thicknesses. Use type PG-1
(green).
CAUTION When measuring bearing clearance by means of Plastigage, to prevent bearing failure due to oil starvation, make sure that none of it gets
into the oil holes.
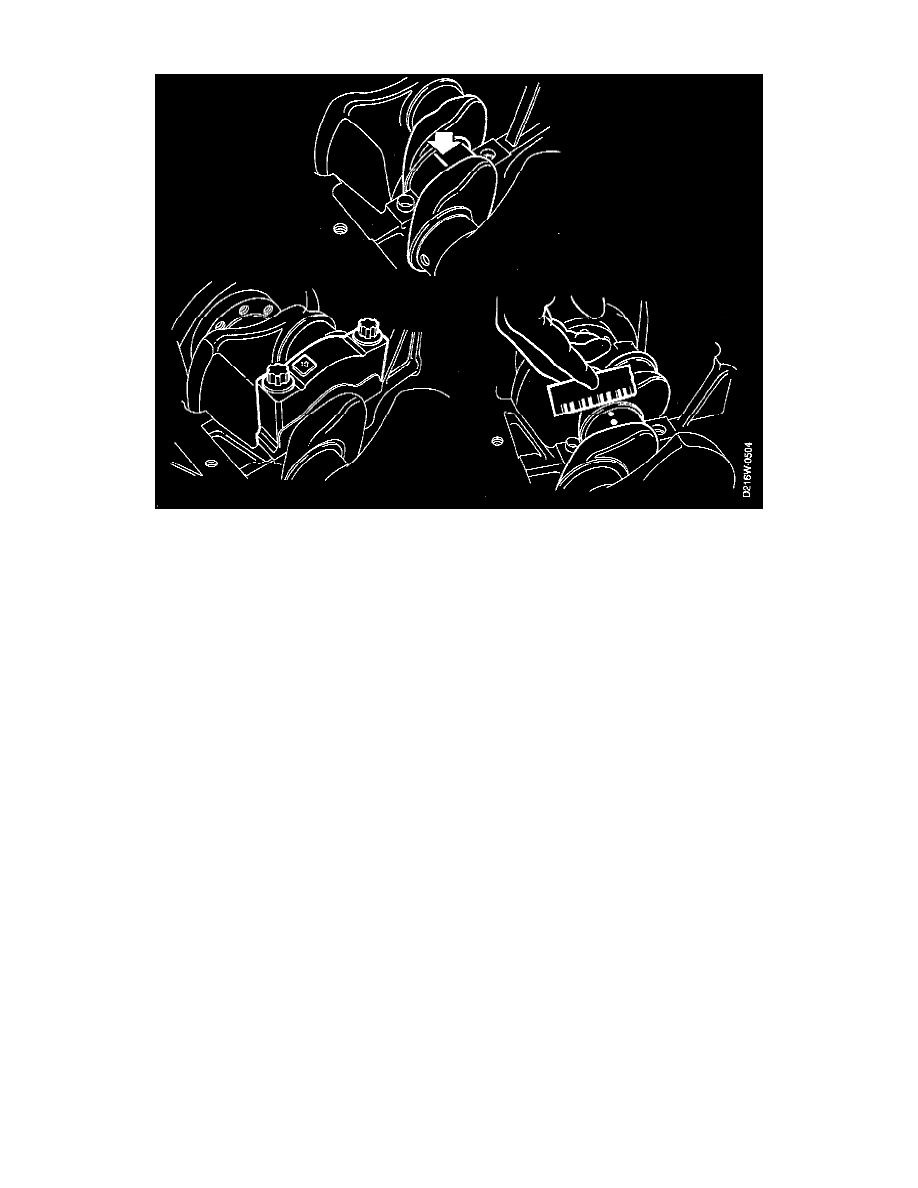
1. Turn the engine upside down on the stand so that the weight of the crankshaft will not affect the measurements.
2. Clean the parts to be measured, making sure that they are dry and free from oil and dirt. Place a strip of Plastigage in the lengthwise direction of
the shaft.
3. Install the bearing cap and tighten bolts to: 110 Nm (81.4 ft. lbs.).
NOTE: The crankshaft must remain absolutely still during measurement.
4. Remove the bearing cap.
-
The strip of Plastigage should now have adhered either to the bearing cap or the crankpin.
5. Measure the width of the Plastigage strip using the scale printed on the package and read off the clearance.
-
One side of the packaging is calibrated in mm and the other in thousandths of an inch.
-
Measure the strip at its widest point, taking care not to touch it with your fingers.
-
Main bearing clearance specifications: 0.020-0.062 mm (0.0008-0.0024 inch).