
9000 Hatchback L4-2290cc 2.3L DOHC Turbo EFI (1994)
Piston: Testing and Inspection
MATCHING THE PISTONS TO THE BORES
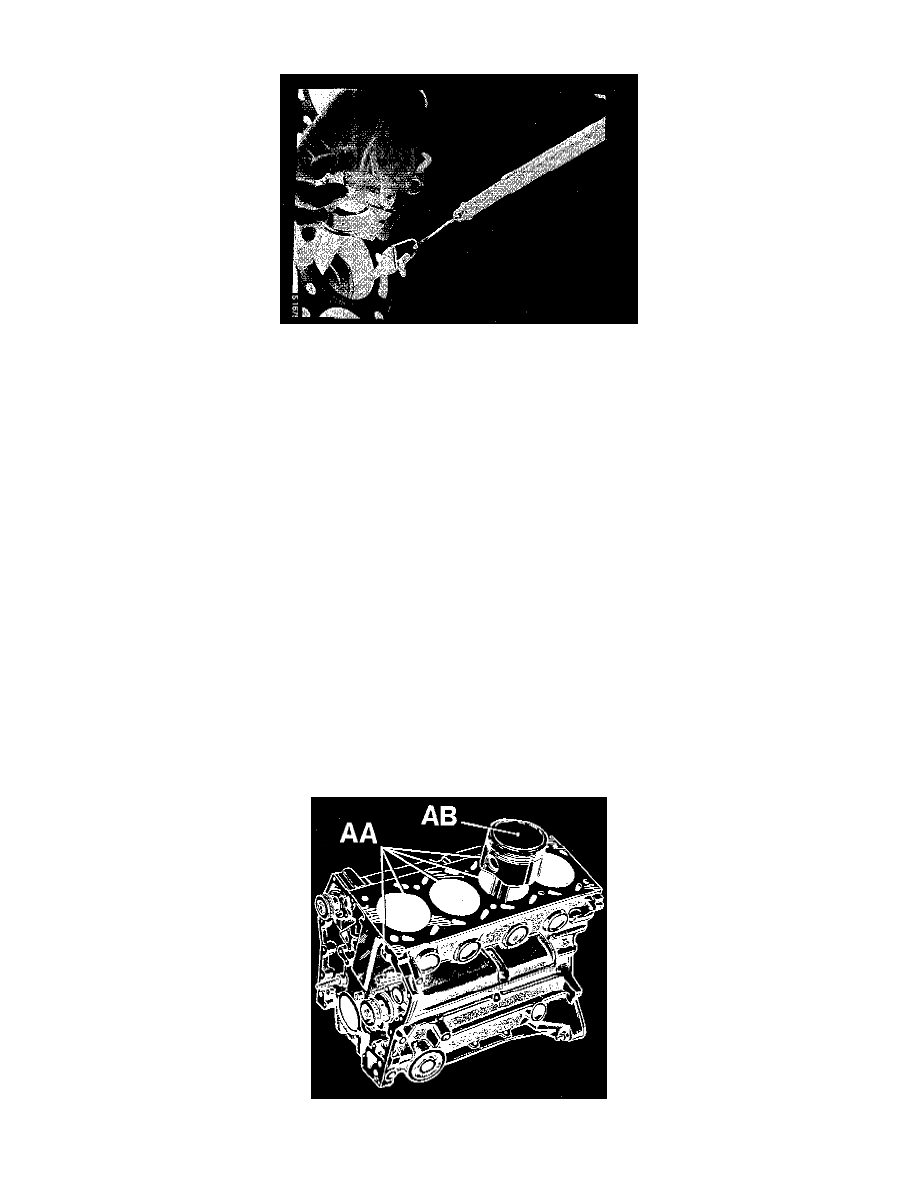
To match pistons to the cylinder bores, use a feeler gauge, 1/2-inch wide. To measure, first oil the bore lightly and insert the piston, without rings,
in the bore in which it will be working. Attach the feeler gauge to a spring balance and insert it between the piston and cylinder wall at right angles
to the axis of the gudgeon pin. At a tractive force of 8 - 12 N (1.8 - 2.7 lbs.), the mean value of the clearance equals the thickness of the feeler
gauge. Repeat the test with the piston at several different depths. Spare pistons are stocked in both standard and oversize diameters. Where the
latter are used, the cylinder bore must be honed or rebored to obtain the correct piston clearance. Proceed as follows:
^
Using a feeler gauge and spring balance, determine which piston (or pistons) has excessive clearance. Replace the-piston (or pistons) with a
piston (or pistons) of the next oversize. Check the piston clearance of the new piston (or pistons), using the feeler gauge and spring balance.
Example: Class A Cylinder And Class A Piston
When the piston clearances are measured in the engine by means of a 0.05 mm (0.0020 inch) feeler gauge, no measurable force is recorded on the
spring balance when withdrawing the feeler gauge from No. 2 and No. 3 cylinders. In No. 1 and No. 4 cylinders, the pistons cannot be fitted into
the cylinder bores with a 0.05 mm (0.002 inch) or 0.04 mm (0.0016 inch) feeler gauge inserted. With a 0.03 mm (0.0012 inch) feeler gauge, the
force necessary to withdraw it will be 20 N (4.6 lbs.) and, with a 0.02 mm (0.0008 inch) feeler gauge, 6 N (1.4 lbs.). We can therefore assume a
piston clearance in No. 1 and 4 cylinders of 0.032 mm, (0.0013 inch), which means that the pistons in these cylinders need not be replaced. Since
the piston clearance in No. 2 and No. 3 cylinders is greater than 0.05 mm (0.0020 inch), we can assume that the maximum bore in these cylinders
is 90.012 mm (3.5438 inch) and, since the pistons have bedded in to a certain extent, giving a further 0.003 mm (0.0001 inch), the bore can
assumed to be 90.015 mm (3.5439 inch).
Assume a Standard B Piston
The theoretical piston clearance will then be 0.021 - 0.029 mm (0.0008 - 0.0011 inch). Allowing a further 0.02 mm (0.0008 inch) for bedding in,
this gives a maximum clearance of 0.049 mm (0.0019 inch), which should be sufficient to eliminate unacceptable piston slap. Choose standard B
pistons for these bores and check with a feeler gauge and spring balance that the correct piston clearance is obtained.
CAUTION: Pistons of different makes must not be used in the same engine. The name of the piston manufacturer is cast-in on the inside of the
piston.
CLASSIFICATION OF PISTONS AND CYLINDER BORES
The piston class is stamped on the piston crown. Piston classes for service are: