
L200 L4-2.2L VIN F (2002)
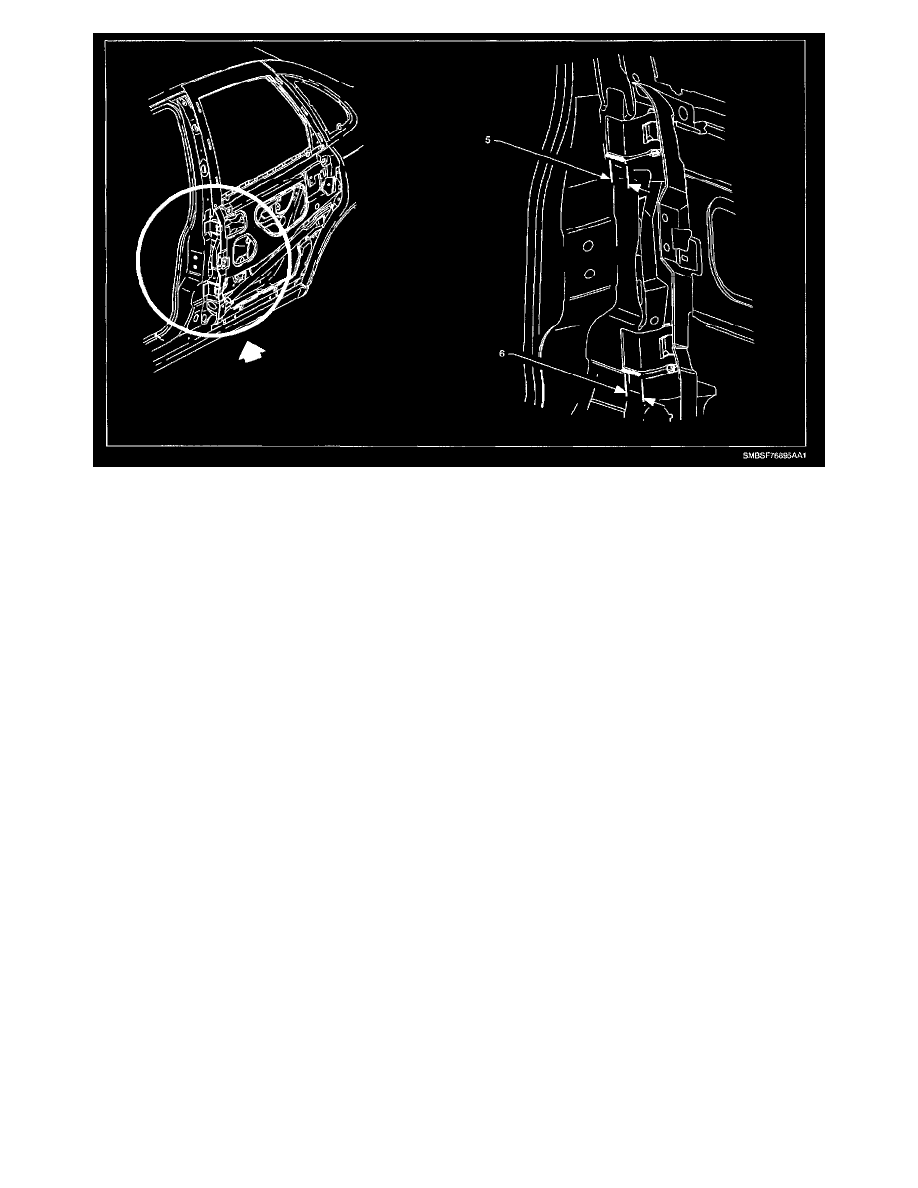
4. Use MIG welder to stitch weld continuous bead in sequence shown in diagrams.
5. Inspect condition of weld. Make sure proper penetration of weld is achieved to ensure proper attachment of hinge to body side. No weld
imperfections are allowed.
6. Apply sealer and topcoat color system to hinges and repaired areas.
NOTE: Clean all weld seams with a wire brush. Prime and seal all repair areas. Apply permanent underbody sealant. It is important that proper
corrosion protection processes are used on all repair areas. Prime with two-part catalyzed primer. Apply sealers and corrosion protection materials
according to information in the paint manufacturer's recommendations.