
L200 L4-2.2L VIN F (2002)
punch turret.
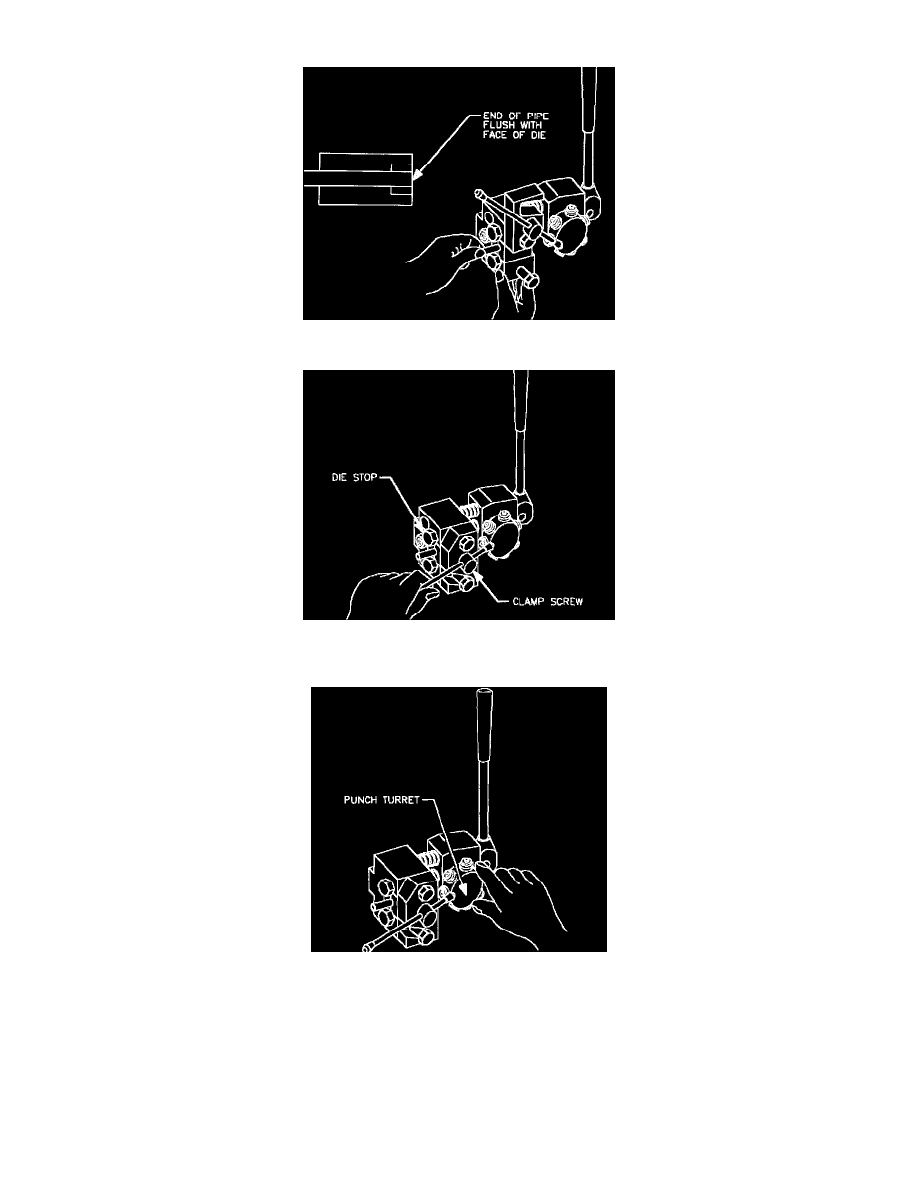
12. Insert prepared pipe through rear of die and push forward until end of pipe is flush with face of die.
13. Make sure that rear of both halves of the die rest against hexagon die stops. Rotate locking plate to fully closed position and clamp die firmly by
tightening clamp screw.
14. Select appropriate OP. 1 (operation 1) punch by rotating punch turret until correct size (4.75 mm DIN) points towards the open end of pipe to be
flared.