
SL L4-1.9L SOHC VIN 9 (1991)
19. Rotate the brake drum one complete revolution and observe total indicated runout.
Maximum TIR (brake drum): 0.15 mm (0.006 in.)
If the brake drum radial runout exceeds 0.15 mm (0.006 in.), refinish brake drum as long as refinishing does not exceed brake drum maximum
diameter of 200.6 mm (7.90 in.) after turning. If the brake drum exceeds maximum diameter, replace the brake drum.
20. Subtract total indicated runout (TIR) measurement obtained in step 19 (brake drum runout) from TIR measurement obtained in step 7 (combined
brake drum and hub runout). The difference between these two readings represents hub runout.
Combined Drum and Hub Runout - Drum Runout = Total Hub Runout
Maximum TIR (hub): 0.13 mm (0.005 in.)
If the hub runout exceeds 0.13 mm (0.005 in.), replace the hub and bearing assembly.
21. Install road wheels. Make sure to torque wheel nuts, in a crisscross tightening sequence, with a hand-held torque wrench.
Torque: 140 Nm (103 ft.lbs.)
RECOMMENDED PROCEDURE FOR MACHINING BRAKE ROTORS
A brake rotor is a precision machined part. It must be properly machined to provide proper service.
1. All rust and corrosion must be removed from the mounting surfaces of the brake rotor. Use a wire brush or a wire wheel and a drill to remove all
corrosion and scale from the mounting surfaces of the brake rotor.
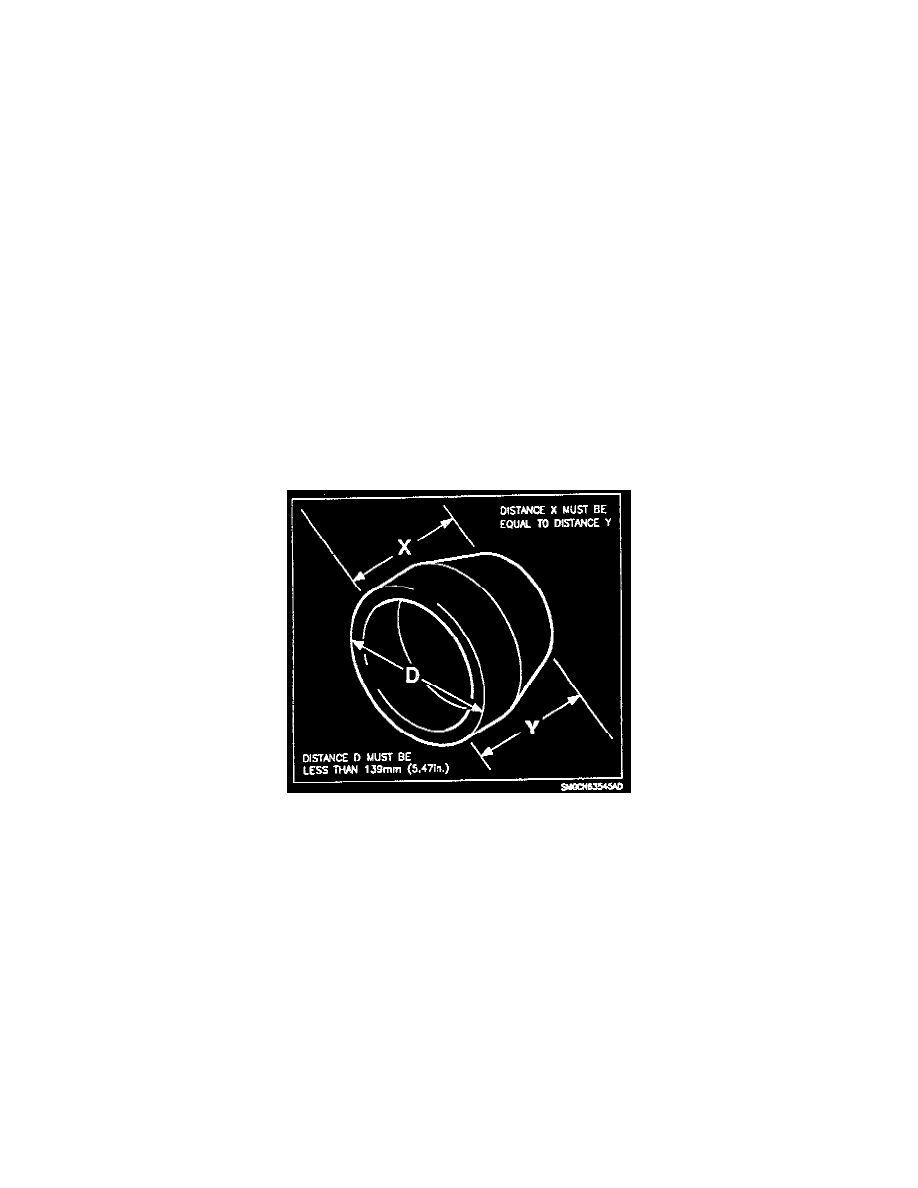
2. Make sure the correct "bell clamps" are used to mount the brake rotor on the brake lathe. Some bell clamps may appear to fit flush inside the brake
rotor, but actually they may be too large, forcing the brake rotor to "wobble" when it turns on the lathe. (Bell clamp outside diameter ("D") must be
less than 139 mm (5.47 in.). If a brake rotor does not turn on a plane that is parallel to the brake lathe's cutting tip, lateral runout will be machined
into the brake rotor
3. Both surfaces of the inside bell clamp must be parallel or the brake rotor will not turn on a parallel plane with the cutting tip. If a bell clamp is
dropped or damaged, contact the brake lathe's manufacturer to obtain a new bell clamp.
4. Use the largest possible "spacers" to hold the bell clamps on the lathe's spindle. This - will insure that the most weight possible is on the spindle,
helping the brake rotor to turn on a plane parallel to the brake lathe's cutting tip.