
Roomster
|
|
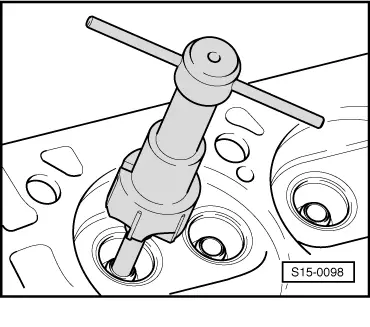
| Valve guide | Ø Guide drift in mm |
| Inlet valve | 6,0 -0,01 |
| Exhaust valve |
|
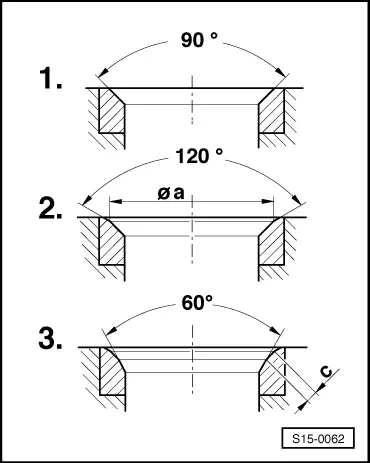
| Valve seat | Ø Milling cutter 90° mm | Ø Milling cutter 120° mm | Ø Milling cutter 60° mm | |
| Inlet valve | Engine BBM, CHFA | 36 | 38 | 21/34 |
| BME, BZG, CGPA, CGPB, CEVA, CJLA engine | 32 | 32 | 21/34 | |
| Exhaust valve | Engine BBM, CHFA | 30 | 30 | 21/34 |
| BME, BZG, CGPA, CGPB, CEVA, CJLA engine | 30 | 30 | 21/34 | |
|
|
 Note
Note
|
|