
Sidekick JS 2D 2WD L4-1.6L (1998)
Cylinder Block
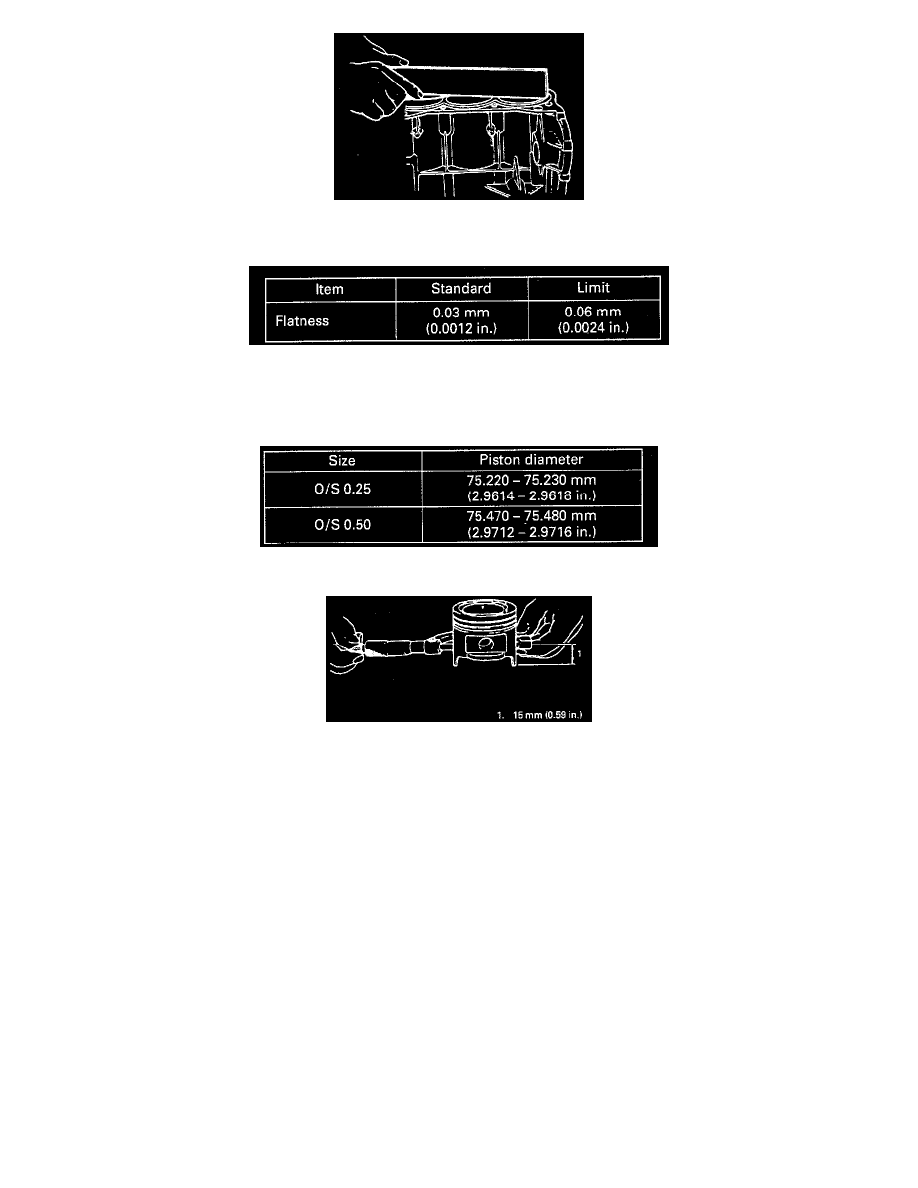
Distortion of gasketed surface
Using straightedge and thickness gauge, check gasketed surface for distortion and, if flatness exceeds its limit, correct it.
Honing or reboring cylinders
1. When any cylinder needs reboring, all other cylinders must also be rebored at the same time.
2. Select oversized piston according to amount of cylinder wear.
3. Using micrometer, measure piston diameter.
4. Calculate cylinder bore diameter to be rebored.
D = A+B-C
D: Cylinder bore diameter to be rebored.
A: Piston diameter as measured.
B: Piston clearance = 0.02 - 0.04 mm (0.0008 - 0.0015 inch)
C: Allowance for honing = 0.02 mm (0.0008 inch)
5. Rebore and hone cylinder to calculated dimension.
NOTE: Before reboring, install all main bearing caps in place and tighten to specification to avoid distortion of bearing bores.
6. Measure piston clearance after honing.
INSTALLATION
NOTE:
^
All parts to be installed must be perfectly clean.
^
Be sure to oil crankshaft journals, journal bearings, thrust bearings, crankpins, connecting rod bearings, pistons, piston rings and cylinder bores.
^
Journal bearings, bearing caps, connecting rods, rod bearings, rod bearing caps, pistons and piston rings are in combination sets. Do not disturb
such combination and make sure that each part goes back to where it came from, when installing.