
Sidekick JSS 4D Hard Top 2WD L4-1.8L (1997)
4. Install lower crankcase to cylinder block. Tighten crankcase bolts, following sequence in figure. Tighten crankcase bolts to specified torque.
Tightening Torque:
(a): 60 Nm (6.0 kg-m, 43.5 ft. lbs.)
(b): 25 Nm (2.5 kg-m, 18.0 ft. lbs.)
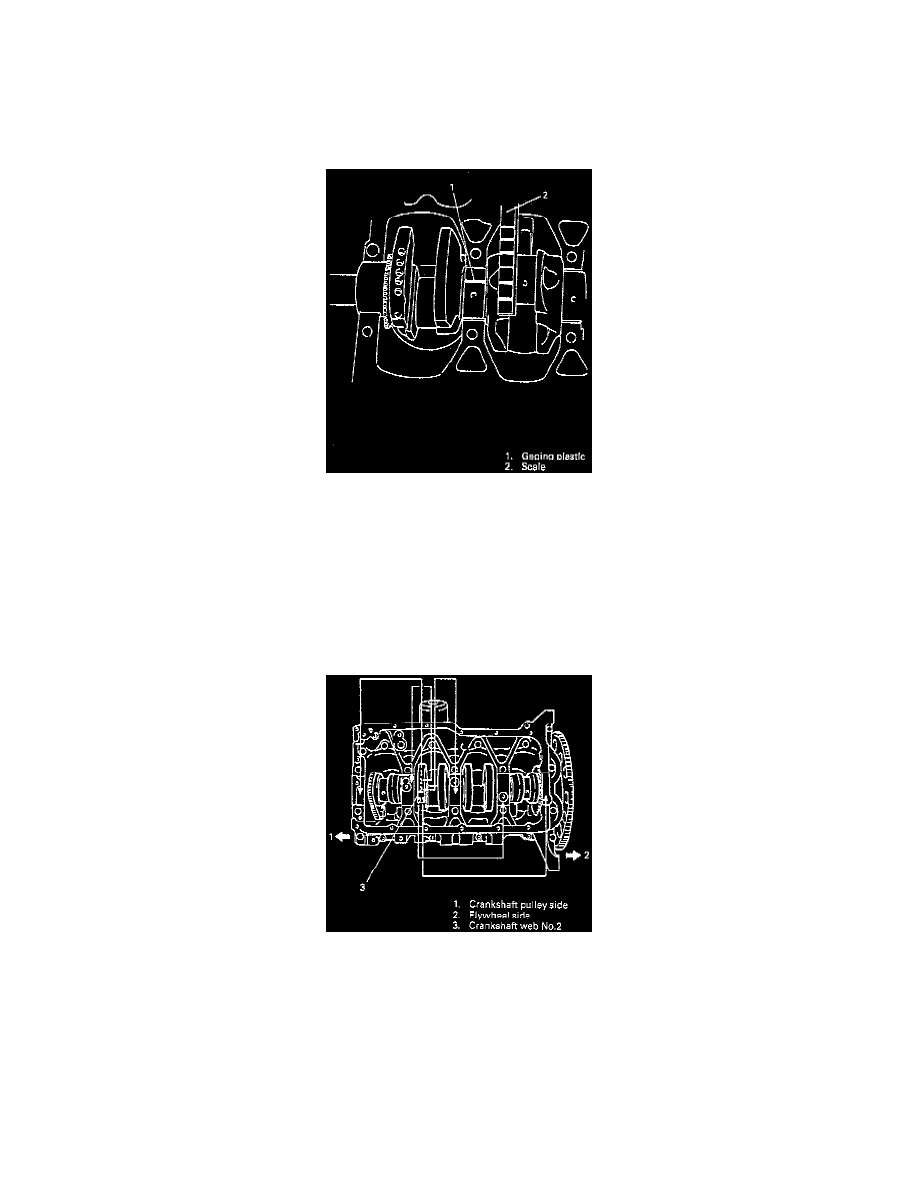
NOTE: Do not rotate crankshaft while gauging plastic is installed.
5. Remove lower crankcase and using scale on gaging plastic envelop, measure gaging plastic width at its widest point. If clearance exceeds its limit,
replace bearing. Always replace both upper and lower inserts as a unit. A new standard bearing may produce proper clearance. If not, it will be
necessary to regrind crankshaft journal for use of 0.25 mm undersize bearing. After selecting new bearing, recheck clearance.
Bearing Clearance:
Standard: 0.026 - 0.046 mm (0.0010 - 0.0018 inch)
Limit: 0.060 mm (0.0023 inch)
Selection Of Main Bearings
Standard Bearing: If bearing is in malcondition, or bearing clearance is out of specification, select a new standard bearing according to following
procedure and install it.
1. First check journal diameter. As shown in figure, crank web No.2 has stamped numbers. Three kinds of numbers ("1", "2" and "3") represent
following journal diameters.
Stamped Numbers: 1
Journal Diameter: 57.994 - 58.000 mm (2.2832 - 2.2834 inch)
Stamped Numbers: 2
Journal Diameter: 57.988 - 57.994 mm (2.2830 - 2.2832 inch)
Stamped Numbers: 3
Journal Diameter: 57.982 - 57.988 mm (2.2828 - 2.2829 inch)
Stamped numbers on crank web No.2 represent journal diameters marked with an arrow in figure respectively. For example, stamped number "1"
indicates that corresponding journal diameter is 57.994- 58.000 mm.