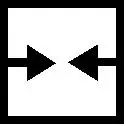
Remove flywheel - see corresponding operation. Drill starter ring gear below a tooth gap with a bit of Ø 6 mm to a depth of approx. 8 mm (see illus. I). Detach starter ring gear at the drilling location with a chisel.
 Install, Connect Install, Connect Heat new starter ring gear uniformly to 180 ° C to 230 ° C/356 ° F to 446 ° F (straw yellow burnished colour). Place heated starter ring gear with inner chamfer on flywheel and drive on uniformly until seated with brass drift. Install flywheel - see corresponding operation.
 Inspect Inspect Check lateral runout of starter ring gear to installed flywheel (see illus. II). Max. lateral runout 0.5 mm/0.0197 in. | 
