|
Equipment recommendations for spot-welding
machines
As a consequence of increased demands with regard to lightweight
construction and crash safety, the use of new high performance
steels is necessary.
As a consequence of the operating concept, which is still usual
practice today, of the general setting of parameters, the use of
the spot-welding equipment available now means there is some
uncertainty about the quality of body repairs involving the new
steel materials.
As a result of the combination of different steel materials,
sheet metal thicknesses, layers of sheet metal and coatings it is
necessary for the new resistance spot-welding systems to include
programs which are designed for the respective specific
application.
Adam Opel AG has accepted these problems and developed and
tested a new spot welding apparatus generation together with
renowned manufacturers. This new general of apparatuses will take
over complete control and monitoring of the spot welding process
for the user.
Advantages of the new generation of resistance
spot-welding equipment:
Advantages in brief:
- Program settings with a fixed definition relating to the
respective vehicles / areas to be welded
- Recognition of differences in fit (between contact
surfaces)
- Detection of dirt on the area to be spot-welded
- Detection of paint or cataphoretic dip-coat primer on the area
to be spot welded
- Acoustic and / or visual information about the approval /
rejection of the spot-weld for the welders.
- Monitoring of the welding process and its result
- Monitoring of electrode cap wear
- Brief induction for welders
Detailed explanation of the advantages:
As is already the case for Opel MIG-brazing, the user is given
pre-defined program settings which are adapted to the respective
vehicle and welding task.
Therefore the user only needs to select the setting defined for
the area to be welded. This produces a very good and consistent
weld quality combined with optimised working time for the user. In
addition to the latter, the new resistance spot-welding equipment
recommended by Opel automatically detects that the preconditions
are not present for a reliable welded connection between the sheet
metal to be joined (e.g. because of paint residue, dirt or
differences in fit).
In this case, the user is informed visually and / or
acoustically. The equipment then tries to set up the preconditions
for optimum welding conditions automatically. If the welding
conditions cannot be achieved, the unit rejects the welding
task.
If the unit enables the welding process on the basis of the
checked preconditions for welding being found to be OK, the second
quality assurance stage commences immediately with the monitoring
of the welding process and its results.
The results of the individual parameter enquiries are available
on completion of a spot weld. If the values are not in the preset
range, the operator is warned visually and / or acoustically that
this is the case. The spot-weld is then outside the defined limit
values and additional measures must be taken by the operator.
A further additional innovation is the monitoring of the wear on
the electrode cap, which requests the operator to undertake
maintenance work on it or replace it. This measure also ensures a
consistently high quality of weld.
Further important information on this topic:
All requirements described for the new spot welding apparatus
generation are necessary so as to be able to - for example - repair
the high strength B-pillar of the Vectra-C / Signum by means of the
time-optimised spot welding process. In the medium term, Adam Opel
AG will adjust the worktime specifications to suit the new
resistance spot welding apparatus generation.
In connection with this matter, we wish to point out once again
expressly that, when undertaking body repairs to all Opel vehicles,
it is essential to follow the Service Instructions / Repair
Instructions and that the component must be repaired using the mode
of procedure described. In addition, the subject of MIG-brazing is
included in the video VT 52.
Resistance spot welding apparatuses recommended by
Adam Opel AG:
The following apparatuses have passed the function and welding
tests defined by Adam Opel AG.
Only the machines from the recommended manufacturers mentioned
in the recommendation have special welding programmes/parameter
settings/parameter documentation programmed for Opel/Vauxhall
vehicles and are updated for each new future Opel/Vauxhall product.
Opel/Vauxhall can provide no information for machines other than
the recommended ones and does not have welding programmes or
parameter settings.
Recommended resistance spot-welding machines
Note: All of the
recommended machines listed below can be purchased directly from
the respective manufacturers. Please contact the manufacturers at
the addresses specified below to find a representative in your
area.
|
1.1 ELMATECH
|
ELMATECH AG
|
|
Wisseraue 1
|
|
D-51597 Morsbach
|
|
Germany
|
|
www.elmatech.de
|
|
The following products fulfil the requirements:
|
|
1.1.
|
MIDIspot QSVM 9000 / 9000T
|
|
Reference number:
|
|
1.1
|
1_3926.1
|
1.2 CELETTE
|
Celette SA
|
|
13, Route de Bechevienne
|
|
38217 VIENNE CEDEX
|
|
France
|
|
www.celette.com
|
|
The following products fulfil the requirements:
|
|
1.2.
|
MIDIspot QSVM 9000 / 9000T
|
|
Reference number:
|
|
1.2.
|
ETC.QSVM 9000 / 9000T
|
1.3 DALEX
|
DALEX Schweißmachinen GmbH & Co. KG
|
|
Postfach 1162
|
|
D-57529 Wissen/Sieg
|
|
Germany
|
|
www.dalex.de
|
|
|
|
The following products fulfil the requirements:
|
|
1.3.
|
DALEX RZ 906
|
|
Reference number:
|
|
1.3.
|
DALEX RZ 906
|
|
Connection values:
|
|
|
Compressed air:
|
min. 6 bar constant
|
|
Fuse:
|
32 A , slow-acting
|
|
Connection rating:
|
25 kVA
|
|
Mains supply line:
|
min. 4 x 10 mm 2
|
|
Standard voltage:
|
400 V/50 Hz
|
|
Special voltage:
|
200 - 440 V/50 - 60 Hz
|
|
Recommended spot-welding pliers:
- C-pliers C90
- C-pliers C350
- C-pliers C500
- C-pliers C-S47
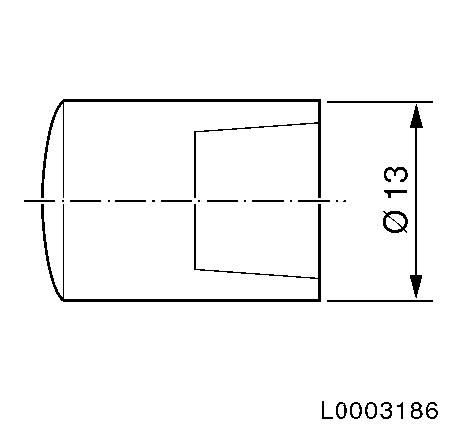
Recommended electrodes:
The electrodes required for the Opel/Vauxhall vehicles
(electrode cap diameter 13 mm ),
ball-shaped, radius 15 mm ) are
included in the scope of delivery
|
|
|
2. TECHNA /CEBOTECH
|
CEBOTECH GmbH
|
|
Walter-Wezel-Straße 33a
|
|
D-74889 Sinsheim-Hilsbach
|
|
Germany
|
|
www.cebotech.de
|
|
The following products fulfil the requirements:
|
|
2.1.
|
CEBOTECH Spot9000 Plus
|
|
Reference number:
|
|
2.1.
|
3650E
|
|
Remarks:
|
|
Production of the CEBOTECH Spot9000 Plus ended in 2006. The
devices sold can be upgraded in the future with updates from
ELMATECH.
|
|
|
|
Connection values:
|
|
|
Compressed air:
|
min. 6 bar constant
|
|
Fuse:
|
32 A , slow-acting
|
|
Connection rating:
|
25 kVA
|
|
Mains supply line:
|
min. 4 x 10 mm 2
|
|
Standard voltage:
|
400 V/50 Hz
|
|
Special voltage:
|
200 - 440 V/50 - 60 Hz
|
|
Recommended spot-welding pliers:
| |
Reference number
|
|
C-pliers C90
|
8685W
|
|
C-pliers C350
|
8686W
|
|
C-pliers C500
|
8688W
|
|
C-pliers C-S47
|
8689
|
Recommended electrodes:
The electrodes required for the Opel/Vauxhall vehicles
(electrode cap diameter 13 mm ),
ball-shaped, radius 15 mm ) are
included in the scope of delivery
|
|
|
3.1 ELEKTRON BREMEN
|
Electron-Bremen GmbH
|
|
Am Hohentorshafen 17 - 19
|
|
D-28197 Bremen
|
|
Germany
|
|
www.elektron-bremen.de
|
|
The following products fulfil the requirements:
|
|
3.1.
|
Elektron MI-100control
|
|
Reference number:
|
|
3.1.
|
515 965
|
|
3.1.2
|
Elektron MI-100control T
|
| |
Reference number:
|
|
3.1.2
|
540 472
|
Scope of delivery:
- Power supply unit (mobile)
- Balancer
- Spot pliers optionally:
- Welding gun
- Remover
- Service box with contents
|
Connection values:
|
|
|
Compressed air:
|
min. 6 bar constant
|
|
Fuse:
|
32 A , slow-acting
|
|
Connection rating:
|
60 kVA / 20% ED
|
|
Mains supply line:
|
6 mm 2 -
10 m
|
|
Standard voltage:
|
400 V/50 Hz
|
|
Special voltage:
|
208 - 240 V/50 - 60 Hz
|
|
|
|
Recommended additional electrode
arms:
- Electrode set 01/415 MX, coded (reference number: 419 667)
- Electrode set 02/06/415 MX, coded (reference number: 419
668)
- Electrode set 04/415 MX, coded (reference number: 419 669)
- Electrode set 03 MX, coded (reference number: 419 674)
Recommended electrodes:
The electrodes required for the Opel/Vauxhall vehicles
(electrode cap diameter 13 mm, ball-shaped, radius 15 mm) are
included in the delivery.
|
|
|
3.2 STANNERS Equipment Ltd.
|
Stanners Equipment Ltd.
|
|
Coopies Lane Industrial Estate
|
|
Morpeth
|
|
Northumberland
|
|
NE61 6JN
|
|
United Kingdom
|
|
www.stanners-equipment.co.uk
|
|
The following products fulfil the requirements:
|
|
3.2.
|
Elektron MI-100 Inverter Control
|
|
Reference number:
|
|
3.2.
|
515 965
|
Scope of delivery:
- Power supply unit (mobile)
- Balancer
- Spot pliers optionally:
- Welding gun
- Remover
- Service box with contents
|
Connection values:
|
|
|
Compressed air:
|
min. 6 bar constant
|
|
Fuse:
|
32 A , slow-acting
|
|
Connection rating:
|
60 kVA / 20% ED
|
|
Mains supply line:
|
6 mm 2 -
10 m
|
|
Standard voltage:
|
400 V/50 Hz
|
|
Special voltage:
|
208 - 240 V/50 - 60 Hz
|
|
|
|
Recommended additional electrode
arms:
- Electrode set 01/415 MX, coded (reference number: 419 667)
- Electrode set 02/06/415 MX, coded (reference number: 419
668)
- Electrode set 04/415 MX, coded (reference number: 419 669)
- Electrode set 03 MX, coded (reference number: 419 674)
Recommended electrodes:
The electrodes required for the Opel/Vauxhall vehicles
(electrode cap diameter 13 mm, ball-shaped, radius 15 mm) are
included in the delivery.
|
|
|
4.1 Car-O-Liner
Car-O-Liner AB
PO Box 7
736 21 Kungsör
SWEDEN
www.car-o-liner.com
|
The following products fulfil the requirements:
|
|
4.1.
|
Resistance spot welding machine CR 510
|
|
Reference number:
|
|
CR510 400V
|
139 05 00 330
|
|
CR510 230V
|
139 05 00 333
|
|
CR510 460V
|
139 05 00 336
|
|
Connection values:
|
|
|
Compressed air:
|
min. 6 bar constant
|
|
Fuse:
|
32 A , slow-acting
|
|
Connection rating:
|
32 kVA
|
|
Mains supply line:
|
min. 4 x 10 mm 2
|
|
Voltage:
|
400 V / 50 Hz
|
| |
230 V / 60 Hz
|
|
|
Recommended spot pliers:
| |
Reference number:
|
|
C-pliers 80 W
|
139 40 26 302
|
|
C-pliers 330 W
|
139 40 26 304
|
|
C-pliers 600 W
|
139 40 26 311
|
|
Wing set
|
139 40 26 310
|
|
