
A3 Mk2
|
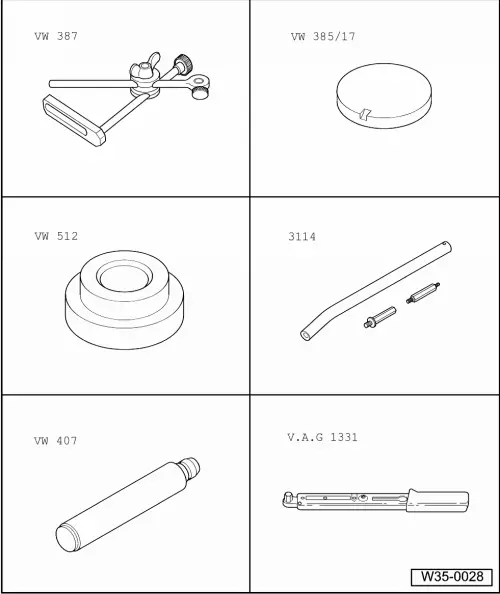
| Special tools and workshop equipment required |
| t | Universal dial gauge bracket -VW 387- |
| t | End measuring plate -VW 385/17- |
| t | Thrust pad -VW 512- |
| t | Straightening tool -3114/2- |
| t | Press tool -VW 407- |
| t | Torque wrench -V.A.G 1331- |
| t | Dial gauge |
|
|
|
|
 Note
Note
|
|
|
|
| Bearing clearance = shim (0.65 mm) + measured value | Thickness of shim according to table |
| 0.850 mm | 1.000 mm |
|
| Bearing clearance = shim (0.65 mm) + measured value | Thickness of shim (mm) |
| 0.650 0.660 … 0.689 | 0.750 0.800 |
| 0.690 … 0.739 0.740 … 0.789 0.790 … 0.839 | 0.850 0.900 0.950 |
| 0.840 … 0.889 0.890 … 0.939 0.940 … 0.989 | 1.000 1.050 1.100 |
| 0.990 … 1.039 1.040 … 1.089 1.090 … 1.139 | 1.150 1.200 1.250 |
| 1.140 … 1.189 1.190 … 1.239 1.240 … 1.289 | 1.300 1.350 1.400 |
| 1.290 … 1.339 1.340 … 1.389 1.390 … 1.429 | 1.450 1.500 1.550 |
Note
|