| Special tools and workshop equipment required |
| t
| Valve seat machining tool |

Note | t
| If a good seating pattern cannot be obtained by grinding the valve seats (lapping), they must be refaced (machined): |
| t
| When servicing engines with leaking valves, it is not sufficient to machine (reface) the valve seats and renew the valves. The valve guides must also be checked for wear. This is particularly important on high-mileage engines → Chapter. |
| t
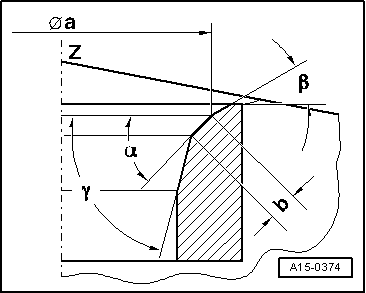
| Valve seats should only be machined to the extent required to give a proper seating pattern. |
| t
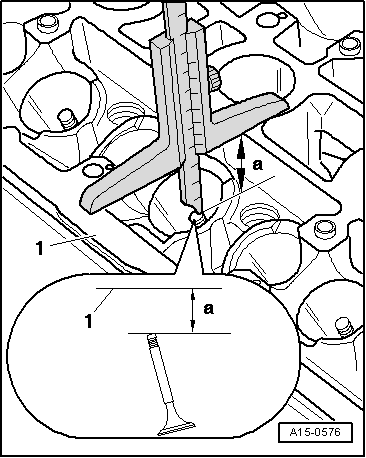
| Calculate the maximum permissible machining dimension before machining. |
| t
| If the machining dimension is exceeded, the function of the hydraulic valve clearance compensation can no longer be ensured and the cylinder head must be renewed. |
|
|
|