
A4 Mk1
|
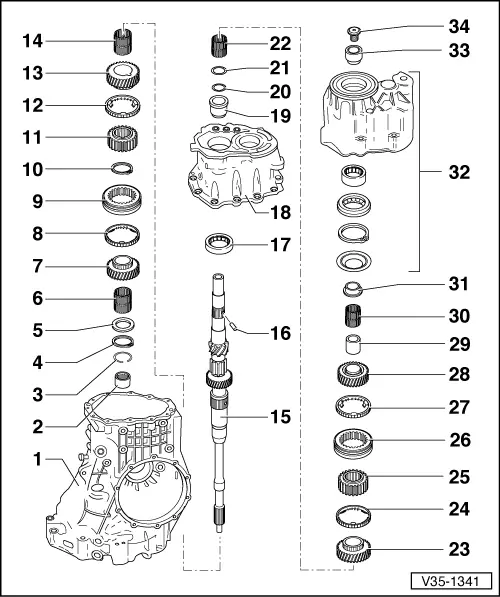
Dismantling and assembling input shaft
Dismantling and assembling input shaft
|
 |
|
|
Notes:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
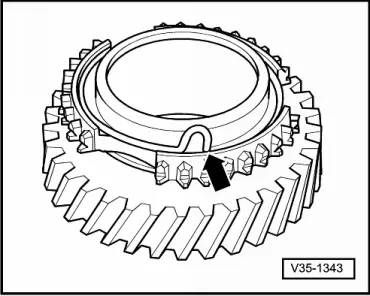
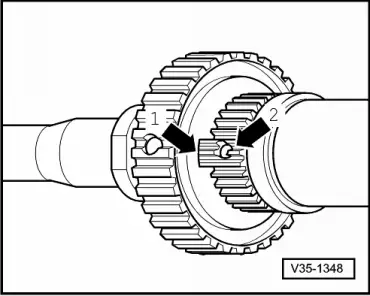
→ Fig.1 Inserting spring in sliding gear
|
 |
||||||||||
|
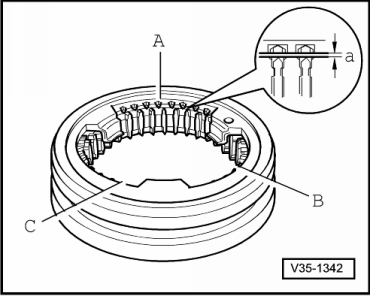
→ Fig.3 Re-determining thickness of circlip
Note: Note correct installation position when pressing on =>Fig.5.
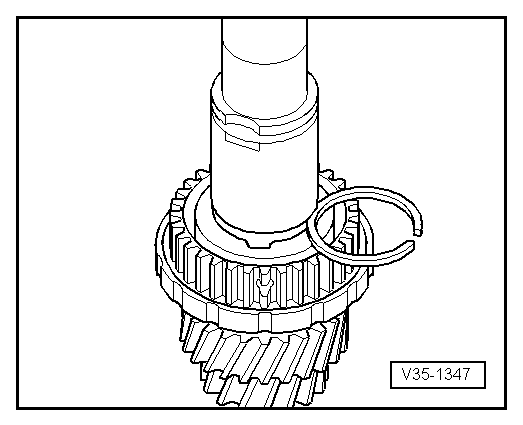
Note: The opening of the circlip must align with the groove in the synchro-hub.
=> Parts catalogue Circlips available
| ||||||||||
 |
|
|
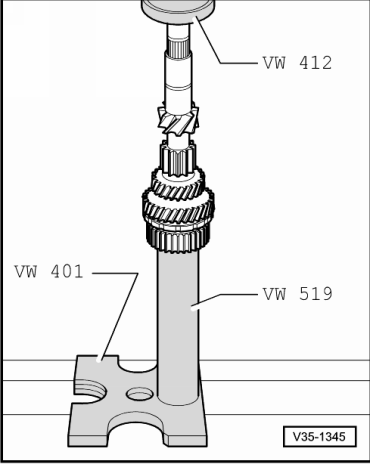
→ Fig.4 Pressing off synchro-hub for 3rd and 4th gear |
 |
|
|
→ Fig.5 Synchro-hub installation position
|
 |
|
|
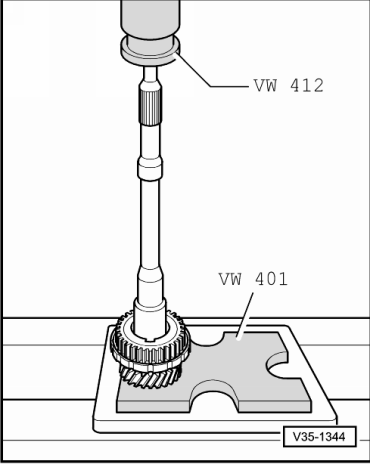
→ Fig.6 Pressing on synchro-hub for 3rd and 4th gear
|
 |
|
|
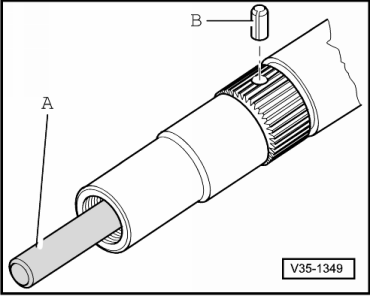
→ Fig.7 Driving spring pin into input shaft
|